Jak zgiąć rurę profilową w warsztacie domowym

Wybierając sposób gięcia rury profilowej, należy wziąć pod uwagę możliwość wystąpienia tak nieprzyjemnych momentów, jak nieprzewidywalna zmiana kształtu i wielkości zagięcia oraz pogorszenie estetyki konstrukcji. Następnie zastanawiamy się, jak prawidłowo zgiąć rurę profilową bez giętarki do rur i za pomocą specjalnych narzędzi - jak wykonać przejścia podczas gięcia rur profilowych, jak wybrać lub wykonać wyposażenie pomocnicze, a także rozważyć zalety i wady każdej z metod .

Najpierw zastanów się, z czego wybrać kęs rury.
Odmiany produktów krajowych
Gięcie rury profilowej to operacja zależna od materiału walcowanego produktu, wymiarów jego przekroju, długości przedmiotu obrabianego oraz promienia gięcia. W krajowym przemyśle walcowania rur najpopularniejsze są przekroje kwadratowe i prostokątne (patrz ryc.). Owalne są znacznie rzadziej spotykane, zauważalnie tracą na cenie i nie mają praktycznych zalet.
Oto odpowiednie normy:
- GOST 8645-68 . Dotyczy wyrobów stalowych o przekroju prostokątnym. Zakres rozmiarów, mm - od 15×10 do 180×150, o grubości ścianki od 1 do 7 mm. Długość - wielokrotność 1250 mm, a do 6000 mm;
- GOST 8639-82 . Odnosi się do walcowania rur stalowych o przekroju kwadratowym. Zakres wymiarowy, mm – od 10×10 do 180×180 mm. Grubość ścianki, mm - od 0,8 do 14,0 mm. Długość jest wielokrotnością 1250 mm, przy maksymalnym rozmiarze 6000 mm;
- GOST 32931-2015 . Przeznaczony do produkcji konstrukcji metalowych, w skład których oprócz rzeczywistych profili okrągłych wchodzą również wyroby walcowane o przekrojach prostokątnych, kwadratowych, owalnych i płasko-owalnych. Długość - od 3,5 do 12,5 m.
To właśnie na ostatnim GOST, jako najbardziej szczegółowym, użytkownicy powinni być kierowani.

Czasami trzeba zmierzyć się z koniecznością gięcia rury profilowej wykonanej z metalu nieżelaznego lub stopu, takiego jak aluminium lub miedź. Ale wiadomo, że te materiały są bardziej plastyczne niż stal, więc poniższe zalecenia dotyczą również półfabrykatów tego typu.
Jaka jest wytrzymałość profili rurowych?
Po dokładnym zbadaniu wzorców widać dwa „sopromatowe” wskaźniki – moment oporu i moment bezwładności – które dla zwykłego użytkownika wydają się niepotrzebne.
W rzeczywistości są one bardzo ważne, ponieważ określają główny plus, zgodnie z którym produkt walcowany profilowo przewyższa produkt okrągły: jest to sztywność zgięcia wzdłużnego.
Wśród konstrukcji, w których stosuje się profile „nieokrągłe”, wiodącą pozycję zajmują konstrukcje ramowe - szklarnie, szklarnie. Wszystkie te konstrukcje podczas pracy doświadczają znacznych naprężeń zginających. Wraz ze wzrostem rozmiaru ramy sztywność okrągłych półfabrykatów zmniejsza się szybciej niż prostokątnych, rombowych czy kwadratowych. W praktyce oznacza to konieczność zwiększenia średnicy. W związku z tym wzrasta ciężar własny ramy.

Jak wynika z rysunku, zjawisko to jest typowe dla wszelkich form powszechnie spotykanych w technologii, jednak w zastosowaniach domowych nie można pominąć tego czynnika.
Zadanie wyginania rury profilowej zwykle oznacza późniejsze ułatwienie instalacji. Dużo łatwiej jest przymocować coś do płaskiej powierzchni niż do dużej.
Wszystko, co rozważamy poniżej, będzie dotyczyło tylko profili walcowanych i pełnych, a nie spawanych elektrycznie. Ponieważ walcowane półfabrykaty „otworzą się” podczas procesu gięcia. Stan naprężenie-odkształcenie podczas zginania jest płaski, tzn. naprężenia powstające wzdłuż jednej z osi nie zostaną przez nic zrównoważone.
Odmiany gięcia. Używamy giętarki do rur
Opcji jest kilka - albo wygiąć rurę profilową bez giętarki do rur, albo skorzystać z maszyny własnej lub produkcji fabrycznej.
Ogólny widok ręcznej giętarki do rur pokazano na rysunku. Przypomnijmy, że odpowiednie urządzenia produkowane są również z napędem elektrycznym, hydraulicznym, a nawet ze sterowaniem numerycznym.
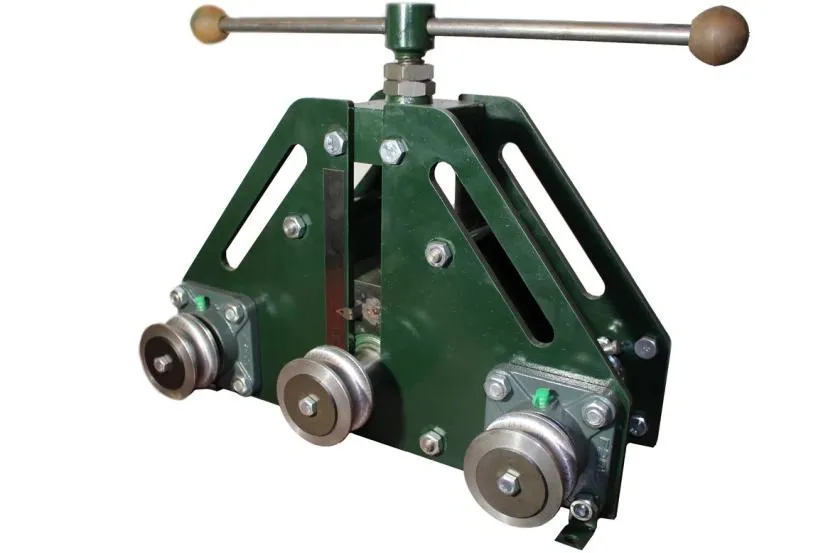
Sposób gięcia rury profilowej na giętarce do rur jest zawsze wskazany w instrukcjach producenta. Sztuczka jest inna: ta technika zwraca się tylko przy bardzo częstym użyciu. Dlatego zwracamy się do bardziej realnych problemów.
Niektóre problemy technologiczne
Tak więc ręcznie zginamy rurę profilową. Aby deformacja nie kończyła się wadliwą częścią, musisz pamiętać o następujących kwestiach:
- Nie można gonić za szybkością gięcia, ponieważ zjawisko bezwładności plastycznej odkształconego metalu nie zostało zlikwidowane.
- Proces deformacji należy prowadzić przy maksymalnym nacisku na powierzchnię.
- Przed gięciem należy skorelować możliwości plastyczne materiału z parametrami, które chcemy uzyskać.
Odpowiedzmy na te pytania.
W przypadku półfabrykatów stalowych istnieją ograniczenia prędkości gięcia naroży, które wahają się od 17 ... 45 stopni / s (lub 3 ... 3,5 mm / s). Mniejsza liczba odpowiada warunkom deformacji na zimno, a większa liczba odpowiada deformacji na gorąco. Czytaj dalej, aby dowiedzieć się, jak zginać rurę podgrzaną do pożądanej temperatury.

Najważniejsze jest obserwowanie równomierności nacisku i upewnienie się, że szczęki zaciskające w pełni dotykają powierzchni przedmiotu obrabianego. Aby to zrobić, gąbki muszą koniecznie odtworzyć zewnętrzny profil walcowanej powierzchni (przykład takiego szablonu pokazano na poprzednim rysunku). Gdzie w ten sposób zgiąć profilowaną rurę, zdecyduj sam. Może powinieneś współpracować z przyjacielem lub sąsiadem, który ma tak „zaawansowane” imadło.
Ograniczenia technologiczne dotyczące gięcia:
- Musi być spełniony warunek R < 20s (R to promień gięcia, s to grubość ścianki);
- Określamy kryterium grubości k = s/D. Gdy R > D(20k+0,5) gięcie można wykonać w stanie zimnym;
- Po gięciu na zimno kęs rurowy odskakuje. Dlatego rzeczywisty kąt gięcia powinien być o 1,5 ... 2,0% większy niż wymagany.
Przydatne wideo
Wróćmy do opcji gięcia rury bez giętarki do rur, które są realizowane w domu.
Gięcie szablonu
Zastanów się, jak zgiąć rurę profilową, na przykład w szklarni bez giętarki do rur, za pomocą szablonu.
Zazwyczaj szablon wykonany jest z płyty pilśniowej, MDF lub drewna. Musi odwzorowywać profil tuszy z uwzględnieniem oczekiwanego odskoku.

Po mocnym zamocowaniu jednego końca przedmiotu obrabianego zginamy jego przeciwny koniec. Do zmniejszenia siły można użyć dowolnego rodzaju dźwigni.
Inną opcją jest produkcja pionowych kołków, które odtwarzają profil baldachimu szklarni na wysokości. Instalując je na solidnym fundamencie, możesz zgiąć obrabiany przedmiot. Jeden z końców należy chwycić przez spawanie, co zwiększy dokładność gięcia. Istnieje możliwość gięcia rury bez giętarki na szablonie tylko przy małym kącie gięcia - jest to ograniczenie metody. Według szablonów uzyskuje się również łuki z rur profilowanych.
Gięcie na gorąco
Stale średnio- i wysokowęglowe charakteryzują się wysoką wytrzymałością mechaniczną i elastycznością. Dlatego gięcie na zimno określa z góry wysoką wartość sprężynowania i utratę dokładności wymiarowej. Ale możliwe jest zginanie rury bez giętarki przez podgrzanie jej do temperatury odkształcenia półgorącego, gdy nie nastąpiły jeszcze zmiany strukturalne w metalu.
Łatwiej jest wybrać lampę lutowniczą jako źródło ciepła, umieszczając ją tak, jak pokazano na rysunku.

Silne ciepło koncentruje się na części obrabianego przedmiotu, którą chcesz zgiąć i zwiększa plastyczność, dlatego miejsce gięcia należy zaznaczyć. Gięcie na gorąco służy do uzyskania elementów rurowych o grubszych ściankach. Oto instrukcja, jak zgiąć rurę profilową do dużej szklarni:
- Zabezpiecz jeden koniec przedmiotu obrabianego w imadle, aby się nie poruszał.
- Upewnij się, że po obu stronach obszaru jest wystarczająco dużo miejsca na deformację, aby móc dobrze trzymać przedmiot podczas zginania.
- Za pomocą lampy lutowniczej stale ogrzewaj obszar gięcia, a ponadto jest to cała powierzchnia, a nie tylko jedna jej strona.
Gdy rolka jest gorąca, ostrożnie zacznij ją zginać. Można to zrobić rękami, ale wtedy powinieneś użyć grubych rękawic. Dźwignia pomoże zmniejszyć wysiłek; jeśli go tam nie ma, zmieści się klucz lub kawałek innej rury o większej średnicy.
Czasami jest łatwiej, gdy jedna osoba się rozgrzewa, a druga uciska. Wygnij rurę bez giętarki po podgrzaniu dokładniej (unika efekt sprężystości).

Po pracy odczekaj, aż materiał ostygnie, a dopiero potem wyczyść wagę.
Gięcie pod ciśnieniem wstecznym
Nieuniknione zniekształcenia podczas swobodnego gięcia wynikają z faktu, że podczas gięcia pustego kęsa (kształt przekroju nie ma znaczenia), przeciwległa powierzchnia jest zawsze obciążona naprężeniami rozciągającymi, które niczym nie są zrównoważone. W rezultacie dochodzi do deformacji przekroju.

Najłatwiejszym sposobem zgięcia rury bez zniekształceń jest wytworzenie ciśnienia wstecznego, dla którego piasek wlewa się do wstępnie stłumionego przedmiotu na jednym końcu lub wlewa się wodę z mydłem (zimą woda zamarznie i zamieni się w doskonały środek do równoważenia ładunek).
Ta ostatnia opcja ma dodatkową zaletę zagęszczania piasku. Następnie zginanie rury profilowej bez giętarki do rur, choć trudniejsze, jest całkiem wykonalne.
prosty zakręt
Czasami zadanie gięcia rury profilowej bez giętarki do rur staje się bardziej skomplikowane, jeśli dodatkowo musisz zdecydować, jak zgiąć rurę profilową o 90 stopni. W takich przypadkach w pierwszej kolejności należy zadać sobie pytanie, czy naprawdę konieczne jest zginanie przedmiotu obrabianego, ponieważ często przy pomocy szlifierki, taśmy rdzeniowej i zgrzewarki można osiągnąć pożądany efekt.
Przydatne wideo
Wynik końcowy pokazano na rysunku.

Zaletą tej metody jest brak pofałdowań, które są nieuniknione, jeśli wybierając sposób gięcia profesjonalnej rury pod kątem prostym, zatrzymamy się przy metodzie klasycznej.
Wadą jest to, że spawanie nadal nie gwarantuje wytrzymałości początkowej przekroju w miejscach wykonywania nacięć.
Podsumowanie
Istnieje wiele sposobów gięcia rury profilowej bez giętarki do rur i przy użyciu specjalnego sprzętu. Dotyczy to nie tylko domowych rzemieślników, ale także na przykład letnich mieszkańców, którzy muszą wybrać sposób gięcia rury profilowej do szklarni.
Najlepszą opcją jest wyprodukowanie giętarki do rur, ale warto się nad nią rozwodzić tylko wtedy, gdy urządzenie będzie stale używane.
W innych przypadkach, w zależności od dostępności niezbędnych narzędzi, można wybierać między elastycznymi na zimno i na gorąco.
Podczas gięcia na zimno należy wziąć pod uwagę właściwości giętego materiału, dodatkowo należy pamiętać o przestrzeganiu zasady R < 20s (R to promień gięcia, s to grubość ścianki). Ale nawet przy wszystkich środkach ostrożności istnieje możliwość pofałdowania.
W obecności palnika gazowego preferowane jest gięcie na gorąco. Podczas jego stosowania zaleca się wsypać piasek do rury, aby łuk był równomierny.
W razie potrzeby, aby zagiąć profil prostokątny, często łatwiej jest za pomocą szlifierki wykonać wycięcia po wewnętrznej stronie rury, zagiąć ją, a następnie zespawać cięte krawędzie.





