Gdzie i jak stosuje się spawanie acetylenem

Spawanie gazowe lub acetylenowe implikuje obecność dwóch składników jednocześnie acetylenu (C2H2) i tlenu (O2), chociaż w niektórych przypadkach zamiast C2H2 stosuje się wodór, propan lub butan. Dzieje się to tak: gdy palnik ze spalania mieszanek topi krawędzie łączonych elementów i spoiwa, powstaje płynne jeziorko spawalnicze, które po schłodzeniu tworzy szew. Średnica pręta wypełniającego dobierana jest w zależności od grubości obrabianego metalu. Obecnie metoda spawania tlenowo-acetylenowego jest szeroko stosowana w inżynierii mechanicznej, lotnictwie, przemyśle stoczniowym, a także we wszelkich małych i dużych przedsiębiorstwach przemysłu lekkiego i ciężkiego.

Technologia spawania gazowego
Jak już wspomniano, spawanie acetylenem i tlenem technicznym odbywa się poprzez mieszanie tych gazów (C2H2 dobrze się pali, a O2 idealnie wspomaga spalanie) i zapala się, aby ogrzać obrabiane powierzchnie. Tlen tutaj w rzeczywistości spełnia dwie funkcje:
- Powstający w generatorze C2H2 ma niskie ciśnienie na wylocie zbiornika, ale jest wychwytywany przez strumień tlenu i przenoszony do palnika.
- Gdy spawacz rozpala mieszankę na dyszy, ma możliwość regulacji mocy palnika za pomocą zaworu skrzydełkowego, który odpowiada za dostarczanie tlenu w celu wspomagania procesu spalania.
Jeżeli do spawania acetylenem tlen dostarczany jest z fabryki w butlach ciśnieniowych, to C2H2 jest najczęściej produkowany bezpośrednio na stanowisku pracy w generatorze. Aby to zrobić, użyj węglika wapnia (CaC2), który jest sprzedawany w większości sklepów ze sprzętem i zwykłej wody pitnej lub technologicznej. W trakcie reakcji mieszanina rozkłada się na C2H2 i Ca(OH)3 (wapno gaszone). Acetylen pod ciśnieniem przez wąż dostaje się do palnika i tam jest zatrzymywany przez tlen. Pozostałe wapno gaszone jest traktowane na różne sposoby, ale jest to dokładnie kompozycja, którą kupujesz w sklepie do bielenia drzew w letnim domku.
Przydatne wideo
Uwaga! Tlen w butlach jest zawsze OLEJEM NIEBEZPIECZNYM! Dlatego załadunek i rozładunek zbiorników w rękawicach nasiąkniętych olejem jest surowo wzbroniony. Nie używaj również naoliwionych szmat do wycierania butli z O2 - doprowadzi to do wybuchu ze wszystkimi wynikającymi z tego konsekwencjami!
Jak powstaje presja
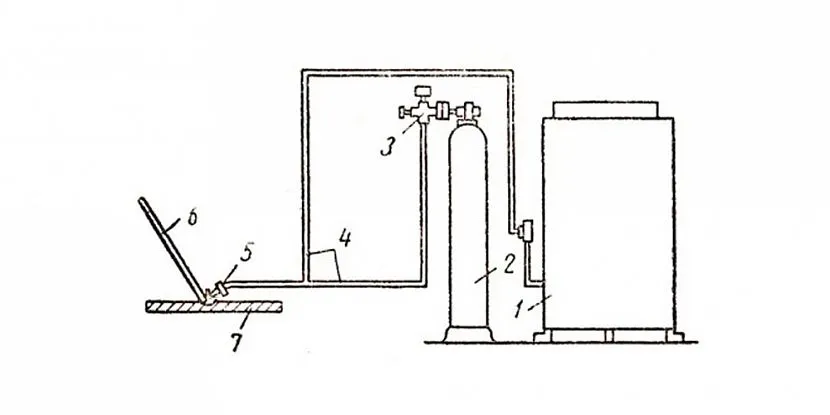
Przyjrzyjmy się bliżej, jak działa spawanie tlenowo-acetylenowe, korzystając ze schematu obwodu widocznego na górnym obrazku. Tlen jest doprowadzany do produkcji w pomalowanych na niebiesko butlach stalowych, gdzie jest utrzymywany pod ciśnieniem do 150 atmosfer lub 1,52 MPa (do czego jest przyzwyczajony). Zbiorniki te są napełniane w specjalnych fabrykach, które znajdują się na terenie całego kraju. Taka dostawa z reguły odbywa się pośrednio, np. wagon z butlami przyjeżdża z fabryki do magazynu kolejowego materiałów (MCH). Stamtąd jest demontowany przez organizacje kolejowe, takie jak TC, VChD, NGCH, SHCH, FC, EC, czyli przedsiębiorstwa odpowiedzialne za ruch pociągów. Nawiasem mówiąc, węglik jest pozyskiwany według tego samego schematu, więc dużym przedsiębiorstwom / firmom znacznie łatwiej jest poradzić sobie z tym przepisem.
Aby połączyć spawanie acetylenowe z butlą tlenową, spawacz instaluje reduktor, który obniża ciśnienie ze 150 do 3-10 atmosfer, a następnie gaz przesyłany jest do palnika. W tym czasie acetylen przechodzi do palnika innym wężem.
Uwaga: przy spawaniu acetylenem, C2H2 nie zawsze powstaje bezpośrednio na stanowisku pracy w generatorze z wody i węglika wapnia. W niektórych sytuacjach gaz zamawiany jest w fabryce i dostarczany do miejsca przeznaczenia w białych butlach.
Palnik
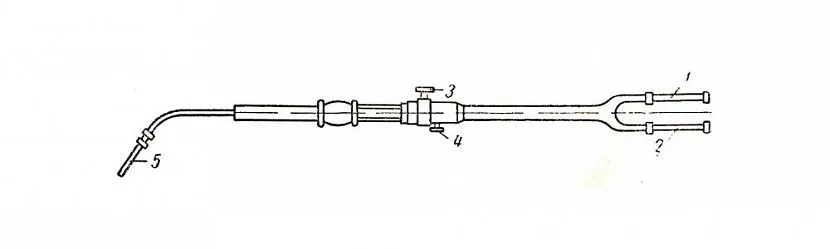
Spawanie acetylenem i tlenem odbywa się za pomocą palnika gazowego, który jest rodzajem mieszalnika dwóch składników. Oznacza to, że zgodnie z tą samą zasadą, że w mieszalniku hydraulicznym różne gazy są dostarczane do dwóch oddzielnych armatur, a następnie moc strumienia jest regulowana za pomocą kranów, takich jak zimna i ciepła woda. Po regulacji mieszanina o żądanym stężeniu wychodzi przez dyszę palnika.
Regulacja płomienia

Jakość spawania tlenowo-acetylenowego w dużej mierze zależy od złożonego składu języka płomienia płonącego na dyszy palnika. Oznacza to, że regulacja ilości dopływu C2H2 i O2 nie jest przewidziana w jakiś automatyczny sposób: odbywa się tylko ręcznie. Profesjonalny spawacz, dobrze znający urządzenie palnika i niezbędną kolorystykę palnika, szybko radzi sobie z ustawieniami i otrzymuje wysokiej jakości szew.

Rdzeń pochodni ma kształt regularnego stożkowego cylindra, wokół którego owija się tlenowa powłoka. Jeśli O2 zostanie całkowicie lub przynajmniej częściowo usunięty, płomień straci ciepło i dym, co spowoduje słabą jakość spoiny - spowoduje to nawęglanie. Jeśli jest więcej tlenu niż w stanie neutralnym, prowadzi to do utleniania, ale w tym przypadku temperatura palnika wzrośnie, dlatego metal jest cięty tą metodą.
To ciekawe: acetylenowy palnik spawalniczy jest czasami nazywany przecinakiem, a spawacze są czasami nazywani przecinarkami. Nie jest to zaskakujące, ponieważ niektóre przedsiębiorstwa mają nawet wakat „przecinaka do metalu”, który wymaga spawaczy gazowych.
Przydatne wideo
Prawe i lewe metody spawania

Spawanie acetylenem i tlenem odbywa się metodami lewą i prawą - to wcale nie jest żargon, ale reguła przewidziana i zatwierdzona przez GOST. Jeśli palnik przesuwa się od lewej do prawej (prowadzony rękami) przed prętem wypełniającym, to znaczy pręt popycha palnik, jak gdyby, to jest to właściwa droga. Przy metodzie lewej czynność wykonywana jest odwrotnie - od prawej do lewej, gdzie sznur spawalniczy wydaje się uciekać z palnika.
Nie można powiedzieć, że jakość połączenia jedną metodą jest lepsza od drugiej, ale właściwą metodę stosuje się do metalu grubszego niż 5 mm. Jednak lewa metoda jest lepsza z estetycznego punktu widzenia – spawacz stale obserwuje szew i może osiągnąć jego stałą szerokość i grubość. A nawet lewa opcja pozwala na niejako rozprzestrzenienie się płomienia po metalu, co znacznie zmniejsza ryzyko spalenia przedmiotu obrabianego. Ruch ustnika odbywa się ściśle w jednej linii. Ale pasek porusza się nie tylko prosto, ale także wykonuje ruchy oscylacyjne na boki - pozwala to stworzyć mocniejszy szew.
Przechyl ustnik
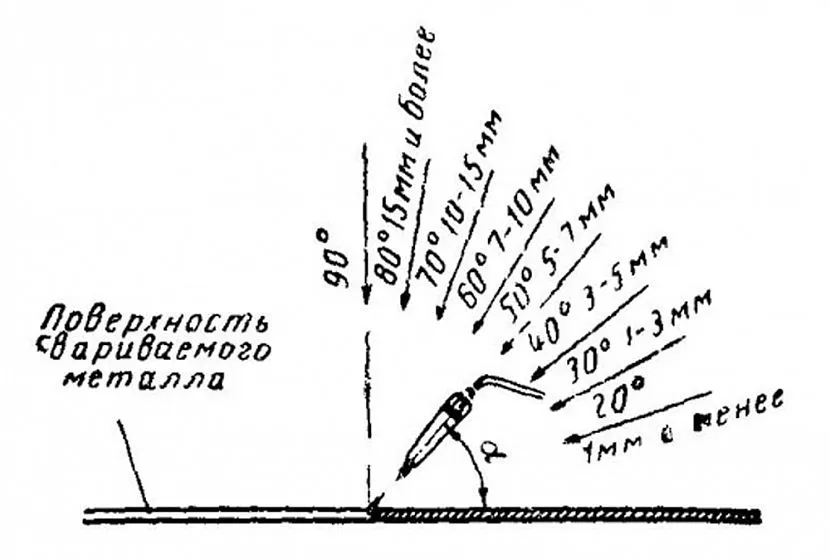
Przyjrzyjmy się teraz, jak gotować z acetylenem, biorąc pod uwagę strefy płomienia i nachylenie dyszy (dyszy) palnika. Ręczna metoda spawania przewiduje taki kierunek palnika, aby stopione krawędzie znajdowały się w strefie redukcji płomienia, ale jednocześnie nie sięgały końca rdzenia o 2-6 mm. Koniec drutu spawalniczego jest utrzymywany w strefie redukcji pożaru lub w powstałym jeziorku spawalniczym.
Kąt nachylenia dyszy palnika zależy od grubości metalu i jego przewodności cieplnej. Na przykład dla kęsów stalowych o grubości 1-3 mm kąt palnika będzie wynosił 20-30°, a dla stali 3-5 mm - 30-40°. Na samym początku spawania, w celu rozgrzania krawędzi, największy kąt palnika ustawia się na bezpośrednie palenie w strefę grzewczą, ale następnie kąt ten jest stopniowo zmniejszany do wartości nominalnej. Na końcu spoiny nachylenie jest zminimalizowane, aby wypełnić krater i zapobiec przegrzaniu metalu.
Przydatne wideo
Czego potrzebujesz do spawania gazowego

Aby zastosować spawanie metalu acetylenem, musisz mieć następujący zestaw sprzętu:
- generator lub butla acetylenu z innym gazem palnym;
- butla z tlenem technicznym;
- reduktory: jeden do tlenu, drugi do acetylenu;
- palnik spawalniczy z kompletem wymiennych końcówek;
- dwa węże do dostarczania O2 i C2H2;
- zestaw narzędzi z klucza gazowego i nastawnego;
- gogle z okularami ochronnymi;
- kombinezon dla spawacza.
Wniosek
Podsumowując, możemy powiedzieć, że spawanie acetylenem nie jest ani lepsze, ani gorsze niż spawanie elektryczne pod względem wytrzymałości spoiny, ale jest liderem we wskaźnikach estetycznych. Ponadto ten rodzaj łączenia przedmiotów obrabianych jest całkowicie autonomiczny i nie zależy od zewnętrznych źródeł energii. To twój wybór, czy kupić taki sprzęt, czy nie, ale nikt jeszcze nie narzekał.





