Frezy lutownicze z palnikiem gazowym i innymi metodami

Wszyscy rzemieślnicy domowi, którzy mają tokarkę w swoim garażu lub warsztacie, niezmiennie stają przed takim problemem, jak lutowanie przecinaków własnymi rękami. Oczywiście ktoś może rozwiązać ten problem w przedsiębiorstwie, w którym pracuje sam lub jeden z jego znajomych, ale w tym przypadku pojawia się zależność, to znaczy tokarz nie będzie w stanie wykonać takiej pracy w dowolnym momencie. Kiedy musisz natychmiast rozwiązać takie problemy, bez względu na to, jak wykwalifikowanym jesteś tokarzem, będziesz musiał obejść się bez specjalistycznego sprzętu, który jest dostępny w tej samej fabryce lub magazynie, ale jest to możliwe.
Lutowanie płytek węglikowych

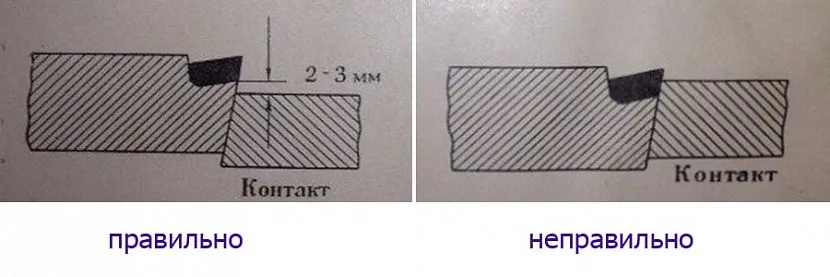
Taki proces jak lutowanie wkładek węglikowych na uchwycie noża jest bardzo odpowiedzialny, ponieważ każda, nawet niewielka wada tego procesu może być krytyczna podczas obróbki przedmiotu metalowego. Na przykład, jeśli płyta jest lutowana nierównomiernie lub między nią a głowicą uchwytu jest szczelina, lutowanie po prostu oderwie się podczas obracania lub cięcia części. Aby uniknąć takich sytuacji awaryjnych, ważne jest przestrzeganie pewnych zasad i zaleceń, które zostaną omówione poniżej.
Czym są luty
Lut używany do lutowania frezów musi mieć temperaturę topnienia co najmniej o 300°C wyższą niż temperatura, która występuje podczas toczenia lub cięcia obrabianego metalu. Ponadto musi odprowadzać ciepło z lutowania do uchwytu - ta funkcja stabilizuje obróbkę części. Poniższa tabela przedstawia zalecane luty zgodnie z GOST 5688-61.
| Nazwa | Skład chemiczny | t°C | Obszar zastosowań |
| Miedź nikiel lub miedzionikiel | Cu - 68,7%; Ni - 27,5%; Al - 0,8%; Zn - 3,0% | 1170 | Maksymalne obciążenia mechaniczne przy rozgrzaniu części tnącej do 900°C |
| Miedź elektrolityczna | Cu - 99,9%; zanieczyszczenia - 0,1% | 1083 | Zwiększone naprężenia mechaniczne przy rozgrzaniu części tnącej do 700°C |
| Mosiądz Nikiel | Cu - 68,0%; Zn - 27%; Ni - 5,0% | 1000 | Zwiększone naprężenia mechaniczne przy rozgrzaniu części tnącej do 700°C |
| Mosiądz L-52 | Cu - 62,0%; Zn - 38,0% | 900 | Średnie obciążenia mechaniczne przy rozgrzaniu części tnącej do 600°C |
| Srebrny PSR-45 | Ag - 10%; Cu - 53%; Zn - 37% | 720 | Do stopów o wysokiej zawartości tytanu w gatunkach T60K6 i T30K4 |
Topnik do frezów lutowniczych
Topnik należy stosować do usuwania i zapobiegania utlenianiu powierzchni, a także do zapewnienia wystarczającego i równomiernego rozprowadzenia lutowia podczas lutowania frezów z węglików spiekanych zgodnie z GOST 5688-61. Jako taki materiał stosuje się boraks (Na₂[B₄O₅(OH)₄] 8H₂O) - jest to substancja w postaci białego proszku, który przechowywany jest w szczelnie zamkniętym opakowaniu lub pojemniku w celu ochrony przed wilgocią i wnikaniem obcych elementów (Śmieci). Czasami jest produkowany w postaci pasty, gdzie sam boraks zajmuje tylko jedną trzecią, a dwie trzecie całkowitej objętości to wazelina.
Do lutów mosiężnych stosuje się topnik, który składa się z 50% kwasu borowego (B(OH)3) i 50% tetraboranu sodu (Na₂[B₄O₅ (OH)₄] 8H₂O) lub boraksu – taki topnik zaczyna się topić przy temperatura 750°C. Do pracy z lutem srebrnym stosuje się topnik zawierający 43% fluorek wapnia (CaF2) i 53% kwas borowy (H3BO3).
Podkładki kompensacyjne do lutowania narzędzi tokarskich
Podkładki kompensacyjne do lutowania narzędzi tokarskich są niezbędne do tłumienia naprężeń termicznych podczas pracy narzędzia skrawającego. Takie obciążenia pojawiają się podczas lutowania płyt twardostopowych o dowolnych parametrach geometrycznych na głowicy uchwytu. Uszczelki są bardzo poszukiwane podczas lutowania frezów, gdzie kompozyt węglikowy jest wykonany ze stopów o wysokiej zawartości tytanu, ale uszczelki o dużych rozmiarach są używane do miękkiej stali i permalloyu (precyzyjny miękki stop magnetyczny).
Grubość takich uszczelek waha się od 0,2 do 0,5 mm i występują one w postaci folii lub cienkiej siatki z otworami Ø1-2 mm. Funkcjonalność takich kompensatorów jako całości sprowadza się do zwiększenia wytrzymałości mechanicznej lutu i jego odciążenia od naprężeń termicznych podczas chłodzenia.
Metody lutowania płytek węglikowych

Lutowanie frezów polega na podgrzaniu samej płytki i stopieniu lutowia, co można zrealizować na różne sposoby za pomocą:
- Prądy wysokiej częstotliwości.
- Piece plazmowe lub muflowe.
- spawanie kontaktowe.
- Palnik tlenowo-acetylenowy.
Zalecenie: do lutów srebrnych należy stosować stopy wysokotytanowe T60K6 lub T30K4, które zmniejszają naprężenia termiczne powstające podczas chłodzenia.
Przydatne wideo
W piecach płomieniowych, gazowych lub muflowych
Przede wszystkim głowica uchwytu jest podgrzewana w piecu do temperatury 800°C, w której topi się boraks (Na₂[B₄O₅(OH)₄] 8H₂O). Następnie proszek wylewa się na siedzisko lub rozprowadza pasty boraks i ponownie przesyła do pieca. Ogrzaną część wyjmuje się z pieca i za pomocą metalowej szczotki usuwają żużel w miejscu lądowania kutra. Po oczyszczeniu siedzisko ponownie spryskuje się lub smaruje topnikiem, nakłada się tam płytkę ze stopu twardego, gęsto posypuje się je i podstawę siedziska brązem, lut nakłada się na wierzch i ponownie przesyła do pieca nagrzanego do 1200 ° C, aż lut się stopi.
Po roztopieniu lutowia nóż wyjmuje się z pieca, kładzie na płaskiej metalowej powierzchni iw razie potrzeby koryguje tworzywo twarde stopu. Następnie płytkę mocno dociskamy do gniazda (można użyć śrubokręta minusowego) i odczekujemy 5-6 sekund, aż lut się zablokuje. Tylko to wszystko musi być zrobione bardzo szybko, aż część ostygnie.
Aby uniknąć pękania lutowia pod wpływem naprężeń termicznych podczas chłodzenia, gotowy nóż zanurza się w pudełku z rozgrzanym piaskiem lub węglem drzewnym. Oczywiście, jeśli masz w domu piekarnik komorowy, to podgrzej go do 250°C, umieść tam nóż i pozostaw go do całkowitego ostygnięcia wraz z piekarnikiem. Po wszystkich zabiegach frez jest fabrycznie czyszczony piaskarką, ale w domu można to zrobić za pomocą metalowej szczotki.
Lutowanie twarde płyt ze stopów twardych metodą zgrzewania kontaktowego
Lutownice z elektrycznymi zgrzewarkami doczołowymi wymagają pewnych modyfikacji sprzętu. Są to dwie płaskie szczęki stykowe, komplet styków końcowych, urządzenie z obciążeniem oraz przycisk nożny stycznika spawalniczego.
Proces lutowania odbywa się w następującej kolejności:
- Oprawka jest zaciśnięta pomiędzy szczękami kontaktowymi w taki sposób, aby zapewnić maksymalną powierzchnię kontaktu głowicy nożowej z kontaktem końcowym.
- Następnie łączy się styk końcowy, który jest dociskany do uchwytu.
- Siedzisko spryskuje się lub smaruje boraksem (Na₂[B₄O₅(OH)₄] 8H₂O) i ogrzewa się głowicę do temperatury 800 °C w trybie okresowego włączania/wyłączania, przy którym, jak wspomniano powyżej, proszek zaczyna się topić. Wtedy wszystko dzieje się tak samo jak w piecu, to znaczy żużel usuwa się na główce uchwytu za pomocą metalowej szczotki, ponownie spryskuje topnikiem, instaluje się płytę, lut, ponownie spryskuje i ogrzewa prądem wysokiej częstotliwości .
- Gdy lut topi się, napięcie jest wyłączane, płytkę z węglika wciska się śrubokrętem ujemnym, aż lut zestali się.
- Po stwardnieniu lutowia gotowy nóż umieszcza się w pudełku z gorącym piaskiem lub tartym węglem drzewnym, aż do całkowitego ostygnięcia.
- Schłodzony frez czyści się piaskarką lub metalową szczotką.
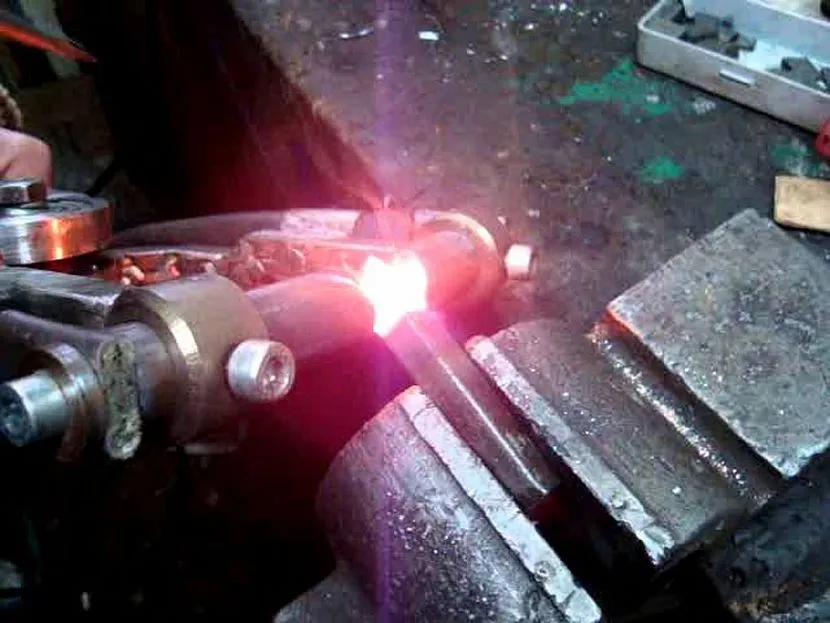
Przecinarki do lutowania gazowego

Można powiedzieć, że w tym przypadku najczęściej używany jest palnik tlenowo-acetylenowy, chociaż nie jest to warunek wstępny - wszystko zależy od dostępnej spawarki, ponieważ najważniejsze jest tutaj ogrzewanie części. Oczywiście spawanie gazowe jest stosowane tylko w przypadkach, gdy nie ma innych urządzeń do lutowania płytek węglikowych, niemniej jednak jest to niezawodna, sprawdzona metoda.
Uchwyt mocuje się w imadle i podgrzewa palnikiem gazowym do temperatury 800 ° C, posypuje lub smaruje boraksem, a następnie ponownie podgrzewa aż do stopienia proszku. Gdy uchwyt trochę ostygnie, konieczne jest, bez wyjmowania go z imadła, oczyszczenie całego żużla na głowie metalową szczotką. Następnie gniazdo do sadzenia spryskuje się boraksem, umieszcza się tam płytkę, kładzie się na nią kawałek lutowia i ponownie posypuje się boraksem tak, aby pokrył całą powierzchnię płytki i lutowia. Następnie palnik jest podgrzewany do momentu stopienia lutowia, a płyta jest mocno dociskana ostrym przedmiotem (nożem, śrubokrętem) przez kilka sekund, aby stopiona masa zestaliła się.
Aby uniknąć krytycznego wpływu naprężeń termicznych, lutowany przecinak umieszcza się w pudełku z gorącym piaskiem lub proszkiem węgla drzewnego. Gdy zawartość pudełka całkowicie ostygnie, nóż można wyjąć i wyczyścić piaskowaniem lub szczotką drucianą.
Przydatne wideo
Wniosek
Jak widać, do lutowania frezów można zastosować różne urządzenia grzewcze - najważniejsze jest to, że takie urządzenie może podgrzać grubą główkę uchwytu do pożądanej temperatury - jest to warunek konieczny. Cały proces przy dowolnej metodzie ogrzewania pozostaje niezmieniony - obejmuje to kolejność działań oraz temperaturę topnienia topnika i lutowia.





