Паяння різців газовим пальником та інші методи

Всі домашні умільці, у яких у гаражі чи майстерні є токарний верстат, незмінно стикаються з такою проблемою, як паяння різців своїми руками. Звичайно, хтось може вирішити це питання на підприємстві, де він працює сам чи хтось із його друзів, але в такому разі виникає залежність, тобто токар не зможе зайнятися такою роботою будь-якої миті. Коли потрібно вирішувати такі питання негайно, хоч би яким майстерним токарем ви були, доведеться обходитися без спеціалізованої техніки, яка є на тому ж заводі або в депо, але це можливо.
Напайка твердосплавних пластин

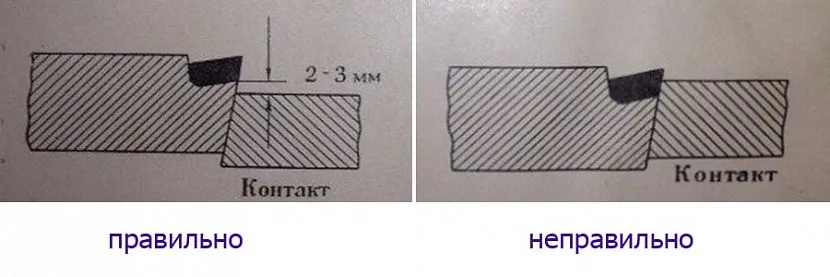
Такий процес, як паяння твердосплавних пластин на тримач різця, є дуже відповідальним, оскільки будь-який, навіть незначний шлюб у цьому процесі може виявитися критичним при обробці металевої заготовки. Наприклад, якщо пластина буде припаяна нерівно або між нею та головкою тримача виявиться щілина, то напайка просто відламається при обточуванні або обрізуванні деталі. Щоб не виникали такі позаштатні ситуації, важливо дотримуватись певних правил та рекомендацій, про які йтиметься нижче за текстом.
Які бувають припої
Припій, що використовується при пайці різців повинен мати температуру плавлення, як мінімум, на 300°C вище температури, що виникає при обточуванні або різанні металу, що обробляється. Крім того, він повинен відводити тепло від напаювання на тримач – така функція стабілізує процес обробки деталей. У таблиці, розташованій нижче, наведено рекомендовані припої за ГОСТ 5688-61.
| Найменування | Хімічний склад | t°C | Галузь застосування |
| Мідно-нікелевий або мельхіоровий | Cu - 68,7%; Ni - 27,5%; Al - 0,8%; Zn - 3,0% | 1170 | Максимальне механічне навантаження при нагріванні ріжучої частини до 900°C |
| Електролітична мідь | Cu - 99,9%; домішки – 0,1% | 1083 | Підвищені механічні навантаження під час нагрівання ріжучої частини до 700°C |
| Латунно-нікелевий | Cu - 68,0%; Zn - 27%; Ni - 5,0% | 1000 | Підвищені механічні навантаження під час нагрівання ріжучої частини до 700°C |
| Латунь Л-52 | Cu - 62,0%; Zn – 38,0% | 900 | Середні механічні навантаження під час нагрівання ріжучої частини до 600°C |
| Срібний ПСР-45 | Ag - 10%; Cu - 53%; Zn – 37% | 720 | Для високотитанових сплавів марки Т60К6 та Т30К4 |
Флюс для паяння різців
Для видалення та запобігання окисленню поверхні, а також для того, щоб забезпечити достатній і рівномірний розподіл припою при паянні твердосплавних різців згідно з ГОСТ 5688-61 слід застосовувати флюс. Як такий матеріал використовують буру (Na₂[B₄O₅(OH)₄]·8H₂O) – це субстанція у вигляді білого порошку, який зберігають у герметичній упаковці або ємності, щоб захистити від вологи та потрапляння сторонніх елементів (сміття). Іноді її випускають у вигляді пастоподібної речовини, де сама бура займає лише одну третину, а дві третини від загального обсягу займає вазелін.
Для латунних припоїв використовують флюс, який складається на 50% із борної кислоти (B(OH)3) і на 50% тетраборату натрію (Na₂[B₄O₅(OH)₄]·8H₂O) або бури – такий флюс починає плавитися при температурі 750° C. Для робіт зі срібним припоєм застосовують флюс, що містить 43% фториду кальцію (CaF2) та на 53% із борної кислоти (H3BO3).
Компенсаційні прокладки для паяння токарних різців
Компенсаційні прокладки для паяння токарних різців необхідні для гасіння термічної напруги під час експлуатації різального інструменту. Такі навантаження з'являються при напою твердосплавних пластин з будь-якими геометричними параметрами на головку тримача. Підвищеним попитом користуються прокладки при пайці різців, де твердосплавний композит виготовлений з високотитанових сплавів, а ось прокладки з великими розмірами використовують для низьковуглецевої сталі та пермалою (прецизійний сплав магніто-м'який).
Товщина таких прокладок варіюється від 0,2 до 0,5 мм і вони мають вигляд фольги або тонкої сітки з отворами Ø1-2 мм. Функціонал таких компенсаторів загалом зводиться до підвищення механічної міцності паяння та її розвантаження від термічної напруги при охолодженні.
Методи напаювання твердосплавних пластин

Паяння різців складається з нагрівання самої пластини і розплавлення припою, які можуть втілюватися в життя різними шляхами з використанням:
- Струмів високої частоти (high frequency currents).
- Плазмових газових чи муфельних печей.
- Контактне зварювання.
- Ацетилено кисневого пальника.
Рекомендація: для срібних припоїв слід використовувати високотитанові сплави Т60К6 або Т30К4, які знижують термічну напругу, що з'являється при охолодженні.
Корисне відео
У полум'яних, газових чи муфельних печах
У першу чергу нагрівають у печі головку тримача до температури 800°C, при якій плавиться бура (Na₂[B₄O₅(OH)₄]·8H₂O). Потім на посадкове місце насипають порошкову або намазують пастоподібну буру і знову відправляють у піч. Прогріту заново деталь дістають із печі і за допомогою металевої щітки позбавляються шлаку на місці посадки різця. Після очищення посадкове місце знову посипають або намазують флюсом, прикладають туди твердосплавну пластинку, густо посипають її і посадкову основу бурою, зверху кладуть припій і знову відправляють у піч, розігріту до 1200°C до моменту розплавлення припою.
Після розплавлення припою різець виймають з печі, кладуть на будь-яку рівну металеву поверхню і, якщо є необхідність, виправляють твердосплавну пластику. Потім пластину щільно притискають до посадкового місця (можна використовувати викрутку мінусову) і вичікують 5-6 секунд, поки припій не схопиться. Тільки все це потрібно робити дуже швидко, поки деталь не охолола.
Щоб уникнути розтріскування припою від термічної напруги при охолодженні, готовий різець занурюють у коробку з підігрітим піском або розтертим деревним вугіллям. Звичайно, якщо у вас є вдома камерна піч, розігрійте її до 250 ° C, помістіть туди різець і залиште його до повного охолодження разом з піччю. Після всіх процедур різець у заводських умовах очищають піскоструминним апаратом, але вдома ви можете зробити це металевою щіткою.
Паяння твердосплавних пластин контактним зварюванням
Для паяння різців за допомогою стикових електрозварювальних агрегатів потрібні деякі зміни в обладнанні. Це дві плоскі контактні губки, комплект торцевих контактів, пристрої з вантажем і ножна кнопка контактора зварювання.
Процес напаювання проходить у наступному порядку:
- Між контактними губками тримач затискається таким способом, який забезпечить максимальну площу для можливості зіткнення головки різця з торцевим контактом.
- Далі здійснюється підведення торцевого контакту, який притискається до утримувача.
- Посадкове місце посипають або намазують бурою (Na₂[B₄O₅(OH)₄]·8H₂O) і в періодичному режимі струму вкл/викл розігрівають головку до 800°C, при яких, як згадувалося вище, присипка починає плавитися. Далі все відбувається так само, як і в печі, тобто, на головці тримача металевою щіткою видаляють шлак, знову посипають флюсом, встановлюють пластинку, припій, ще раз посипають і гріють високочастотним струмом.
- Коли припій розплавиться, напруга відключають, притискають твердосплавну пластинку викруткою мінусової до моменту застигання припою.
- Після затвердіння припою готовий різець поміщають у ящик з гарячим піском або перетертим вугіллям до повного остигання.
- Очищення охолодженого різця роблять піскоструминним апаратом або металевою щіткою.
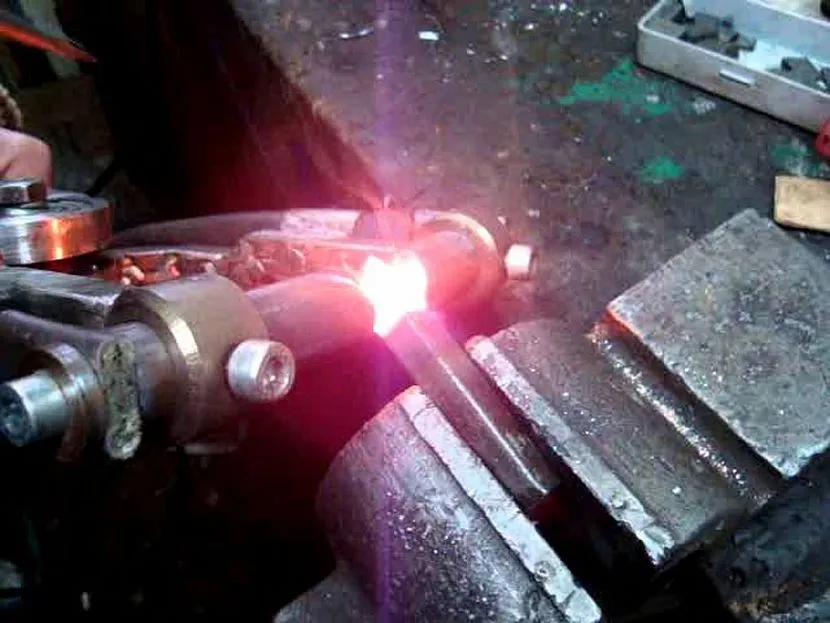
Газове паяння різців

Можна сказати, що в даному випадку найчастіше використовують ацетиленокисневий пальник, хоча це не є обов'язковою умовою - все залежить від зварювального апарату, який є у вас, адже головне тут - це нагрівання деталей. Безумовно, газовим зварюванням користуються лише в тих випадках, коли немає інших пристроїв для напаювання твердосплавних пластин, але це надійний перевірений метод.
Тримач затискають у лещатах і розігрівають газовим пальником до температури 800°C, посипають або намазують бурою, а потім гріють ще раз, поки присипка не розплавиться. Коли тримач трохи охолоне, потрібно, не виймаючи його з лещат, металевою щіткою очистити весь шлак на головці. Після цього гніздо для посадки посипають бурою, кладуть туди пластину, зверху її шматочок припою і знову посипають бурою, щоб та покрила всю площу пластини та припою. Потім пальником гріють доти, поки припій не розплавиться, і щільно притискають пластинку гострим предметом (ножем, викруткою) на кілька секунд, щоб застигла розплавлена маса.
Щоб уникнути критичного впливу термічної напруги, спаяний різець укладають у коробку з гарячим піском або порошком вугілля. Коли вміст коробки повністю охолоне, різець можна діставати та очищати піскоструменем або металевою щіткою.
Корисне відео
Висновок
Як бачите, для паяння різців можна використовувати різні нагрівальні прилади – найголовніше тут те, щоб такий прилад зміг розігріти товсту головку тримача до потрібної температури – це обов'язкова умова. Весь процес за будь-якого способу нагрівання залишається незмінним – сюди входить черговість дій і температура плавлення флюсу та припою.





