Praca i polaryzacja podczas spawania półautomatycznego

Zacznijmy od prostego i jasnego wyjaśnienia, czym jest polaryzacja w spawaniu półautomatycznym. Tak więc spawanie prądem stałym może odbywać się z bezpośrednią polaryzacją, co oznacza, że plus jest podłączony do produktu, a minus wchodzi do elektrody. Jest całkiem naturalne, że spawanie z odwrotną polaryzacją ma minus na produkcie i plus na elektrodzie. Zastanówmy się teraz, co to oznacza i jakie korzyści można z tego wyciągnąć w praktyce.
Teoria spawania półautomatycznego
Zawód spawacza, jak każdy inny, wymaga pewnego przeszkolenia, ponieważ będziesz musiał pracować z urządzeniem elektrycznym, które ma kilka trybów. Nawet jeśli doświadczony spawacz podejmie szkolenie bezpośrednio w miejscu pracy, w każdym razie przed pozwoleniem uczniowi na wykonanie pierwszego szwu nauczy go szeregu lekcji teoretycznych.
Ogólne urządzenie półautomatu spawalniczego

Każda spawarka półautomatyczna posiada falownik, w którym przewidziano miejsce na założenie szpuli drutu, która jest podawana automatycznie. Ten drut jest w rzeczywistości tylko elektrodą eksploatacyjną. Na tego typu urządzeniach istnieje możliwość samodzielnej regulacji prędkości podawania drutu oraz natężenia prądu, kierując się potrzebami produkcyjnymi.
W zależności od modyfikacji urządzenia posiada ono taki lub inny zestaw funkcji, dlatego każda jednostka może być wykorzystywana do wykonywania innej pracy w przepływach pracy. Oczywiście dla początkujących spawaczy potrzebne są najprostsze urządzenia, gdzie sterowanie ogranicza się do kilku funkcji lub posiada sterowanie synergiczne, które znacznie upraszcza jego konfigurację. Profesjonaliści często preferują trójfazowe urządzenia półautomatyczne, o ile oczywiście nie jest możliwe podłączenie ich do sieci 380 V.
Ogólnie rzecz biorąc, sprzęt roboczy spawarki składa się z:
- jednostka spawalnicza;
- palniki do półautomatów;
- cylinder z reduktorem;
- wąż doprowadzający gaz;
- kabel z klipsem (krokodyl) do uziemienia produktu podczas pracy.
Dobór odpowiedniego gazu w stosunku do metalu

W urządzeniu półautomatycznym każdy gaz pełni funkcję ochronną - izoluje miejsce spawania (wanna, elektroda) od kontaktu z powietrzem, ale w zależności od metalu lub jego grubości wymagania mogą być różne - gaz może być aktywny, obojętny lub to ich mieszanka. Jeśli mówimy o najczęstszych, to jest to dwutlenek węgla (CO2) i argon (Ar), co znacznie ogranicza rozpryski metalu, a tym samym zwiększa wytrzymałość i walory estetyczne spoiny.
| Сталь | аз |
| Strukturalny | CO2 |
| Strukturalny | CO2+Ar |
| Nierdzewny | CO2+Ar |
| Stopowe | CO2+Ar |
| Duraluminium | Ar |
Uwaga: butle gazowe i tak są drogie, ale im większa ich objętość, tym taniej dla kupującego.
Metale i drut spawalniczy
Rynek materiałów spawalniczych jest przepełniony obecnością szerokiej gamy drutów do półautomatów. Tak czy inaczej, wybierając drut spawalniczy, przede wszystkim zwracają uwagę na jego skład, który musi odpowiadać metalowi lub stopowi, z którym ma pracować. Jeśli weźmiemy pod uwagę, że takie prace najczęściej wykonuje się ze stalami węglowymi i niskowęglowymi, to najpopularniejszą marką można nazwać SV08G2S.
Tabela dotycząca stosunku grubości metalu do drutu spawalniczego:
| Grubość obrabianego metalu, mm | Przekrój drutu, mm |
| 1,0-3,0 | 0,8 |
| 4.0-5.0 | 1,0 |
| 6,0-8,0 | 1.2 |
Prace spawalnicze - technologia
Przede wszystkim spawanie obejmuje półfabrykaty metalowe, które są oczyszczone z korozji, farby i różnych osadów tłuszczowych (paliwa i smary). Obecność obcej kompozycji na powierzchni metalu w miejscu nałożenia szwu zawsze będzie niekorzystnie wpływać na jakość wykonywanej pracy. Ponadto miejsce, w którym zostanie zamocowany zacisk, musi być również czyste, aby obwód nie był zakłócony.
Przydatne wideo
Położenie i ruch palników

Jeśli mówimy o kącie nachylenia ustnika palnika, to średnio może on wynosić 45-60 ° w stosunku do jeziorka spawalniczego. Ale tutaj bierze się pod uwagę kilka czynników jednocześnie, jest to rodzaj i grubość metalu. Oznacza to, że im większy kąt, tym szybciej metal się nagrzewa, dlatego gdy ustnik znajduje się pod kątem 90 ° do przedmiotu obrabianego (ściśle prostopadle), ogrzewanie będzie najbardziej intensywne.
Duże znaczenie dla jakości mechanicznej i estetyki spoiny ma czynnik odległości pomiędzy zgrzewanymi krawędziami a rdzeniem płomienia – najbardziej optymalna opcja to 2-6 mm od krawędzi płomienia, gdzie temperatura jest maksymalna . Dodatek jest albo zanurzony w kąpieli, albo umieszczony w strefie redukcji.
Również jakość i estetyka szwu zależy od ruchu palnika podczas spawania i można to wykonać:
- do łączenia detali o średniej grubości - z półksiężycem, w odstępach od 2 do 5 mm;
- dla elementów grubościennych - z opóźnieniem palnika wzdłuż jeziorka spawalniczego;
- do cienkich arkuszy - z niewielkimi odchyleniami na boki;
- do przedmiotów o średniej grubości - pętle (pierścienie).
Prędkość spawania

Szybkość procesu spawania jest pod kontrolą samego spawacza, to znaczy od niego zależy, z jaką prędkością łuk elektryczny przejdzie przez połączenie przedmiotów obrabianych. Z drugiej strony spawacz nie ma nieograniczonej swobody działania, ponieważ musi dostosować się do naprężenia łuku i intensywności podawania drutu. Ostatnie dwa czynniki są również zależne - są ustawiane zgodnie z metalem, grubością spawanych elementów i kształtem szwu.
Jeśli spawacz przekroczy prędkość, biorąc pod uwagę powyższe parametry, to gaz nie będzie w stanie odpowiednio zabezpieczyć elektrody i jeziorka spawalniczego (nie będzie miał czasu), a to oznacza, że będzie za dużo odprysków i porów pozostanie w zamrożonej masie. Jeśli zbytnio zwolnisz, nadmierna penetracja łuku może po prostu przepalić metal. Intensywność ruchu elektrody wpłynie na właściwości mechaniczne i estetykę spoiny. Z reguły doświadczony spawacz zależy od prędkości palnika podczas pracy (wyczuwa grubość szwu).
Szybkość dopływu gazu wpływa również znacząco na walory mechaniczne i estetyczne. Przede wszystkim musi dopasować prędkość podawania drutu, aby zapewnić odpowiednią ochronę elektrody i jeziorka spawalniczego. Okazuje się, że powolny dopływ gazu nie zdąży stworzyć ochronnej chmury, a przyspieszony przyczyni się do turbulencji, co ponownie pozbawi elektrodę i jeziorko spawalnicze ochrony przed powietrzem. Ponadto płynny przepływ gazu jest możliwy tylko wtedy, gdy na dyszy nie ma zamarzniętych rozprysków, które również przyczyniają się do turbulencji.
Długość łuku elektrycznego
Spawanie MIG/MAG w swojej pracy implikuje jedną bardzo ważną zmienną – jest to długość łuku, którą należy utrzymywać pod kontrolą. Jeśli mówimy o normie, to dla dwutlenku węgla, znanego również jako dwutlenek węgla (CO2) i hel (He), liczba ta jest nieco wyższa niż dla argonu (Ar). Wpływa to na penetrację metalu, a także wytrzymałość mechaniczną i szerokość spoiny. Wraz ze spadkiem napięcia szew zmienia się, to znaczy okazuje się wąski i wypukły, ponieważ głębokość jeziorka spawalniczego (penetracja) okazała się niewystarczająca. Na tej podstawie można wywnioskować, że zarówno przepięcie, jak i podnapięcie powodują niestabilność łuku, aw rezultacie rozpryski i porowatość.
Długość wyjścia drutu
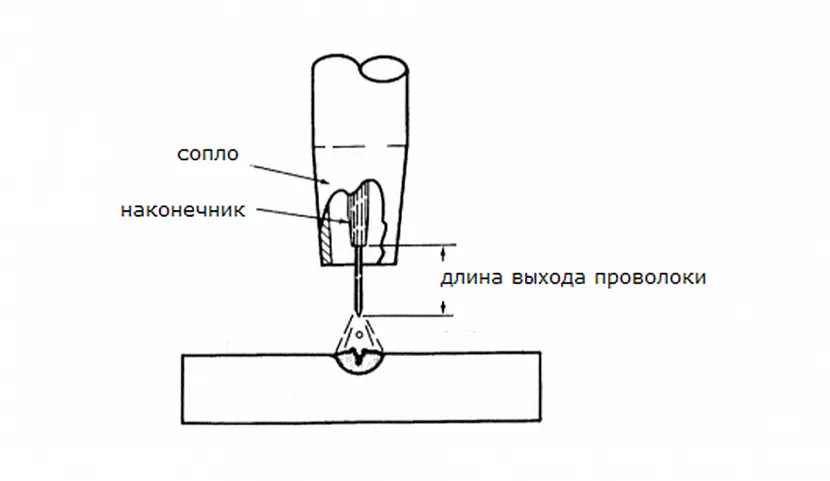
Przed dotknięciem metalowej powierzchni drut spawalniczy musi wystawać na pewną odległość - to ta sekcja przewodzi prąd spawania. Dlatego jeśli ten segment zostanie zwiększony, to opór i temperatura tego segmentu wzrośnie odpowiednio do jego wielkości. Okazuje się, że wraz ze wzrostem tego kawałka drutu łuk elektryczny maleje, a wraz ze spadkiem odcinka drutu łuk rośnie. Wraz ze wzrostem łuku spawalniczego szew jest najbardziej wysokiej jakości i elegancki. Z reguły stosuje się długość drutu od 6 do 13 mm.
Uwaga: w przypadkach, gdy prace spawalnicze wykonywane są bez gazu drutem proszkowym, wystający segment może wynosić od 30 do 45 mm.
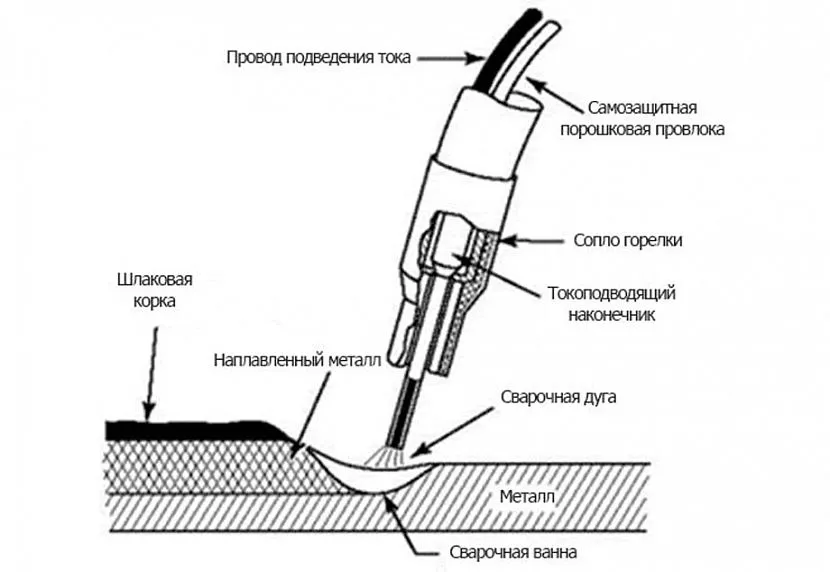
Spawanie rdzeniem topnikowym
Drut topnikowy, który chroni się bez gazu, zawiera w swoim rdzeniu wszystkie niezbędne dodatki. Jest również nazywany proszkowym i samoochronnym, ponieważ dodatki neutralizują wpływ otaczającego powietrza na elektrodę i jeziorko spawalnicze. Rdzeń tej elektrody składa się z przeciwutleniacza, środka czyszczącego i dodatków, co zapewnia dobry łuk oraz ciągłą spoinę bez porów. Dzieje się tak dzięki powstawaniu żużla z powyższej kompozycji, który pełni rolę zwykłego gazu ochronnego, tego samego argonu lub helu.
Ten drut (topnikowy) jest zwykle używany w przypadkach, gdy spawanie nie jest potrzebne bardzo często, na przykład w domu, chociaż większość stacji paliw również używa takiej elektrody. Korzyści są tutaj oczywiste: nie trzeba przeciągać butli z gazem z miejsca na miejsce, a na ulicy ta metoda spawania jest akceptowalna przy każdej pogodzie.
Wadą tej metody jest silny dym, który pojawia się podczas pracy podczas spalania dodatków z rdzenia. Ponadto topnik, który pokrywa szew podczas pracy, nie przewodzi prądu, dlatego po zatrzymaniu nie można gotować, dopóki spawacz nie pokona żużli ochronnych.
Uwaga: Samoosłonowy drut proszkowy umożliwia pracę z grubymi elementami, których nie można spawać gazem osłonowym. Również ta metoda pozwala na spawanie słabo oczyszczonych powierzchni.
Przydatne wideo
Polaryzacja podczas pracy z drutem samoosłonowym

Jak wspomniano na samym początku artykułu, istnieje bezpośrednia i odwrotna polaryzacja, co jest dość czytelnie pokazane na górnym obrazku. Gdy polaryzacja jest odwrócona, zmienia się przepływ elektronów w obwodzie. Nie będziemy rozmawiać o teoriach ruchu elektronów - od plus do minus lub odwrotnie, ponieważ po stworzeniu kolumny przez Alessandro Voltę uważa się, że jest to dualistyczne, ale będziemy się zastanawiać nad metodą pracy z strumieniem- drut rdzeniowy.
Tak więc bezpośrednia polaryzacja oznacza, że na elektrodzie znajduje się minus, a na produkcie, do którego przymocowany jest zacisk biegunowy, znajduje się plus. W przypadku odwrotnej polaryzacji wszystko wygląda odwrotnie - plus na elektrodzie, a minus na zacisku. Jeśli mówimy o spawaniu drutem proszkowym samoosłonowym, to stosuje się tam biegunowość bezpośrednią, natomiast przy spawaniu w osłonie gazowej jest ona odwrócona. Taki stan rzeczy pozwala wydobyć maksymalne napięcie dla urządzenia półautomatycznego, dzięki czemu urządzenie będzie działać w najbardziej optymalnym trybie.
Uwaga: zdarzają się sytuacje, w których samoosłonowy drut proszkowy pracuje z odwrotną polaryzacją, ale to już zależy od jego oznaczenia.
Czy fale dźwiękowe są ważne podczas obsługi półautomatu?
Spawacz nie może być głuchy i jest to jednoznaczne, ponieważ podczas pracy z MIG / MAG należy słuchać dźwięku dochodzącego z obszaru jeziorka spawalniczego, a także obserwować proces przez przyciemniane szkło (zwłaszcza ważne dla początkujących). Jeśli proces przebiegnie prawidłowo, dźwięk będzie podobny do smażenia mięsa na gorącej patelni - równomierny syk bez trzasków i wybuchów. W przypadku, gdy bryzgi zamarzną na elektrodzie lub palniku, dźwięk natychmiast się zmieni - zaczną trzaskać i syczeć, jakby na patelnię wlewano wodę. Również na jakość dźwięku istotny wpływ ma gęstość docisku masy – jeśli krokodyl nie chwyci dobrze przedmiotu obrabianego, dźwięk i tak będzie nierówny.
Bezpieczeństwo podczas pracy z półautomatem

"Oczy!" - ten, który był obecny przy pracy fachowca, musiał usłyszeć takie wyrażenie, że każdy odpowiedni spawacz na pewno wypowie się przed dotknięciem elektrodą metalowej powierzchni. Ochrona oczu podczas pracy z dowolnym rodzajem spawania łukowego jest najważniejszym wymogiem bezpieczeństwa. Do oparzenia tęczówki wystarczą trzy lub cztery błyski, po czym zapewnia się uczucie „piasku” i jedną lub dwie nieprzespane noce. W tym celu stosuje się maski spawalnicze z przyciemnianymi szkłami, a niektórzy producenci maszyn półautomatycznych oferują je w zestawie fabrycznym: czyli maska jest dodatkiem do urządzenia.
Ważną rolę odgrywają rękawiczki lub mitenki, które chronią dłonie przed roztopionymi rozpryskami i nagrzewaniem się uchwytu. Ponadto każde spawanie łukowe jest silnym strumieniem promieniowania ultrafioletowego, a jeśli niezabezpieczone obszary skóry zostaną wystawione na takie kąpiele przez co najmniej jedną minutę, gwarantowane jest poważne oparzenie. Na przykład: gdy ślusarz pracuje ze spawaczem (podtrzymuje niektóre detale podczas pracy), to pod koniec dnia pracy zawsze pojawia się na jego twarzy opalenizna, a czasem trzeba nawet zrobić maski przeciwoparzeniowe (kwaśne mleko, kwaśne śmietana itp.).
Podczas pracy z jakimkolwiek spawaniem wymagany jest kombinezon ochronny, którego nie można przepalić przez rozpryski stopionego metalu. Jest to również ważne, ponieważ nawet jedna kropla na ciele jest równoznaczna z oparzeniem. Jeśli nie ma specjalnego kombinezonu, ważne jest, aby materiały syntetyczne były całkowicie wyłączone z ubrań, ponieważ pogorszą sytuację. Buty powinny być zapięte, ale nie szmaty (skórzane lub sztuczne) - najlepiej, jeśli nie są to buty, ale botki. Jeśli prace prowadzone są w pomieszczeniach, należy zapewnić odpowiednią wentylację.
Wniosek
Jeśli spełniasz wszystkie wymagania SNiP i TU dotyczące spawania, które zostały omówione w tym artykule, możesz dość szybko nauczyć się pracy z urządzeniem półautomatycznym. Najważniejsze, żeby nie zaniedbywać teorii, żeby w praktyce nie było impasu.





