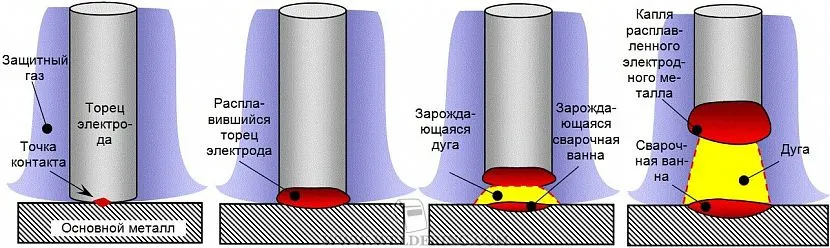
Робота та полярність при зварюванні напівавтоматом

Почнемо з простого та ясного пояснення питання про те, що таке полярність при зварюванні напівавтоматом. Отже, зварювання постійного струму може бути із прямою полярністю і це означає, що до виробу підключений плюс, а на електрод надходить мінус. Цілком природно, що зварювання зі зворотною полярністю має на виробі мінус, а на електроді плюс. Тепер давайте розбиратися, що це означає і яку користь можна з цього отримати на практиці.
Теорія зварювальних робіт напівавтоматом
Професія зварювальника, як і будь-яка інша, потребує певного навчання, адже працювати доведеться з електричним приладом, який має кілька режимів. Навіть якщо за навчання візьметься досвідчений зварювальник безпосередньо за місцем роботи, він у будь-якому разі перед тим, як дати можливість учневі зробити перший шов, викладе ряд теоретичних уроків.
Загальний пристрій зварювального напівавтомата

Кожен зварювальний напівавтомат має інвертор, де передбачено місце для встановлення котушки з дротом, який подається автоматично. Цей дріт, по суті, є нічим іншим, як електродом, що плавиться. На апаратах такого типу передбачена можливість самостійного регулювання швидкості подачі дроту та сили струму, керуючись виробничою необхідністю.
Залежно від модифікації апарата він має той чи інший набір функцій, отже, кожен агрегат може використовуватися виконання різних робіт на робочих процесах. Безумовно, для зварювальників-початківців потрібні найбільш прості апарати, де управління обмежене декількома функціями або мають синергетичне управління, що значно полегшує його налаштування. Професіонали часто віддають перевагу трифазним напівавтоматам, якщо, звичайно, є можливість їх підключення до мережі 380 V.
Загалом робоча комплектація зварювального апарату складається з:
- зварювального агрегату;
- пальники для напівавтомата;
- балона із редуктором;
- шланг для подачі газу;
- кабелю із затискачем (крокодилом) для заземлення виробу під час роботи.
Вибір потрібного газу по відношенню до металу

У напівавтоматі будь-який газ виконує захисну функцію - він ізолює місце зварювання (ванну, електрод) від контакту з повітрям, але залежно від металу або його товщини, вимоги можуть змінюватися - газ може бути активним, інертним або це їхня суміш. Якщо говорити про найпоширеніші, то це вуглекислий газ (CO2) та аргон (Ar), який значно знижує розбризкування металу, отже, підвищує міцнісні та естетичні якості зварювального шва.
| Сталь | газ |
| Структурний | CO2 |
| Структурний | CO2+Ar |
| Нержавіюча сталь | CO2+Ar |
| легований | CO2+Ar |
| дюралюміній | Ар |
Примітка: балони з газом у будь-якому випадку дорогі, але чим більший їхній обсяг, тим дешевше це обходиться для покупця.
Метали та зварювальний дріт
Ринок зварювальних матеріалів рясніє наявністю самого різного дроту для напівавтоматів. Як би там не було, при виборі зварювального дроту в першу чергу звертають увагу на його склад, який повинен відповідати металу або сплаву, з яким має працювати. Якщо врахувати, що такі роботи найчастіше проводяться з вуглецевими та низьковуглецевими сталями, то найбільш популярною можна назвати марку СВ08Г2С.
Таблиця за співвідношенням товщини металу до зварювального дроту:
| Товщина металу, що обробляється, мм | Перетин дроту, мм |
| 1,0-3,0 | 0,8 |
| 4,0-5,0 | 1,0 |
| 6,0-8,0 | 1,2 |
Зварювальні роботи - технологія
Насамперед проведення зварювальних робіт передбачає металеві заготовки, які очищені від корозії, фарби та різних жирових відкладень (ПММ). Наявність стороннього складу на поверхні металу в місці накладання шва завжди буде негативно позначатися на якості робіт, що проводяться. Крім того, місце, де буде зафіксовано затискач, також має бути чистим, щоб замикання ланцюга було безперешкодним.
Корисне відео
Розташування і рух пальників

Якщо говорити про кут нахилу мундштука пальника, то в середньому він може бути 45-60 ° по відношенню до зварювальної ванни. Але тут до уваги беруться одразу кілька факторів, це вигляд та товщина металу. Тобто чим більше кут, тим швидше прогрівається метал, отже, при положенні мундштука 90° до заготівлі (строго перпендикулярно), нагрівання буде найбільш інтенсивним.
Велике значення для механічної якості та естетики шва має фактор відстані між кромками, що зварюються, і ядром полум'я – найбільш оптимальний варіант передбачає 2-6 мм від краю факела, де температура максимальна. Присадка при цьому або занурюється у ванну або розташовується в відновлювальній зоні.
Також якість та естетика шва залежить від руху пальника при зварювальних роботах і його можна вести:
- для з'єднання заготовок середньої товщини – півмісяцем, з кроком від 2 до 5 мм;
- для товстостінних заготовок – із затримкою смолоскипа вздовж зварювальної ванни;
- для тонких листів – з незначними відхиленнями убік;
- для заготовок середньої товщини – петлями (кільцями).
Швидкість зварювання

Швидкість процесу зварювання знаходиться під контролем самого зварювальника, тобто від нього залежить, з якою швидкістю електрична дуга проходитиме за місцем з'єднання заготовок. З іншого боку, у зварювальника відсутня необмежена свобода дій, оскільки він повинен підлаштовуватися під напругу арки та інтенсивність подачі дроту. Останні два фактори також залежні – їх встановлюють відповідно до металу, товщини заготовок, що зварюються, і форми шва.
Якщо зварювальник перевищить швидкість, враховуючи наведені вище параметри, то газ не зможе належним чином захистити електрод і зварювальну ванну (не встигне), а це говорить про те, що з'явиться занадто багато бризок, а в застиглій масі залишаться пори. Якщо занадто сповільнитися, то зайве проникнення дуги може просто пропалити метал. Інтенсивність руху електрода вплине на механічні властивості та естетику зварювального шва. Як правило, досвідчений зварювальник визначається зі швидкістю руху пальника в процесі роботи (відчуває товщину шва).
Швидкість подачі газу також істотно впливає на механічні та естетичні якості. Насамперед, вона повинна відповідати швидкості, з якою подається дріт, щоб забезпечити належний захист електрода та зварювальної ванни. Виходить, що сповільнена подача газу не встигне створити захисної хмари, а прискорена сприятиме завихренням, що знову-таки позбавить захисту від повітря електрод та зварювальну ванну. Крім того, рівний потік газу можливий лише в тому випадку, якщо на насадці відсутні застиглі бризки, які також сприяють завихренням.
Довжина електричної дуги
Зварювання MIG/MAG у своїй роботі має на увазі одну дуже важливу змінну - це довжина дуги, яку необхідно тримати під контролем. Якщо говорити про норму, то для двоокису вуглецю, відомого так само, як вуглекислий газ (CO2) і гелію (He), цей показник дещо вищий, ніж для аргону (Ar). Це впливає на проникнення в метал, а також на механічну міцність та ширину шва. З падінням напруги шов видозмінюється, тобто, він виходить вузьким і опуклим через те, що глибина зварювальної ванни (проникнення) виявилося недостатнім. Звідси можна дійти невтішного висновку, що і завищене, і занижене напруга викликають нестабільність дуги і, як наслідок, бризки і пористість.
Вихід дроту по довжині
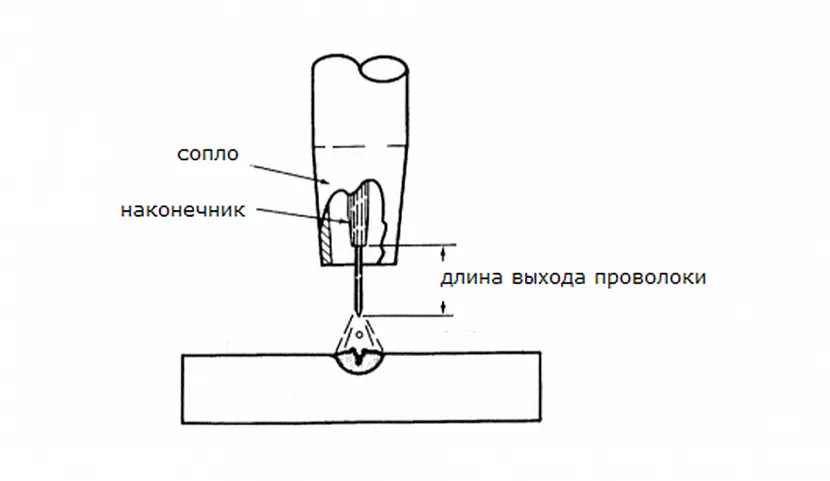
Перш ніж доторкнутися до поверхні металу, зварювальний дріт повинен виступати на певну відстань – саме ця ділянка проводить зварювальний струм. Отже, якщо збільшити цей сегмент, то відповідно до його величини зросте опір і температура цієї ділянки. Виходить, що зі збільшенням даного відрізка дроту відбувається зменшення електричної дуги, а зі зменшенням дротяного сегмента дуга збільшиться. При збільшенні зварювальної дуги шов виходить найбільш якісним та витонченим. Як правило, практикується довжина дроту від 6 до 13 мм.
Примітка: у тих випадках, коли зварювальні роботи здійснюються без газу порошковим дротом, виступаючий сегмент може змінюватись від 30 до 45 мм.
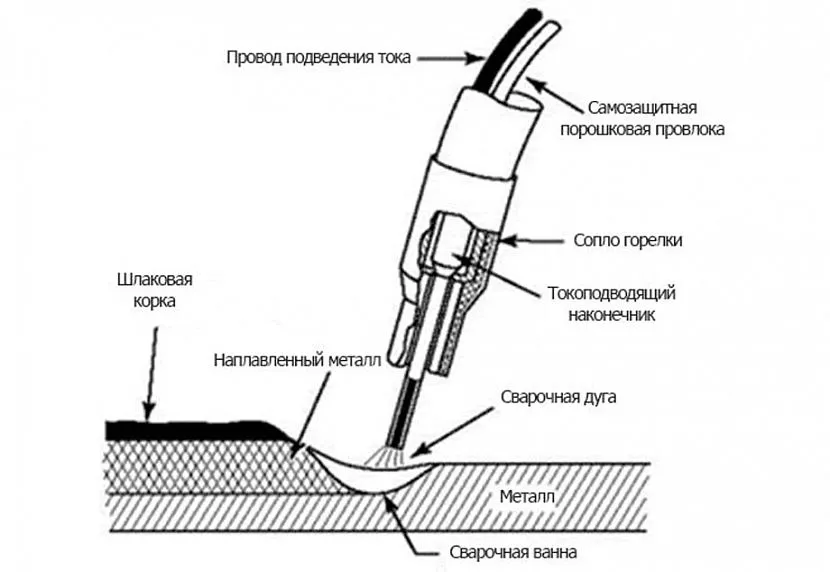
Зварювання порошковим дротом
Флюсовий дріт, який захищає сам себе без газу, містить у своєму осерді всі необхідні присадки. Її також називають порошковою та самозахисною, так як присадки нейтралізують вплив навколишнього повітря на електрод та зварювальну ванну. Сердечник даного електрода складається з антиокислювача, очищувача і присадок, що в результаті дає хорошу дугу, а також суцільний шов, що не має часу. Це відбувається завдяки утворенню шлаку з перерахованого вище складу, який виконує роль звичного захисного газу, того ж аргону або гелію.
Такий (флюсовий) дріт зазвичай застосовують у тих випадках, коли зварювання потрібне не дуже часто, наприклад, у домашніх умовах, хоча на більшості СТО теж використовують такий електрод. Вигоди тут очевидні: не доводиться перетягувати з місця на місце балон із газом, а на вулиці такий метод зварювання прийнятний у будь-яку погоду.
До недоліків такого методу можна віднести сильне задимлення, яке відбувається під час роботи при згорянні присадок із сердечника. Також флюс, який покриває шов під час роботи, не проводить електрику, отже, після зупинки варити неможливо доти, доки зварювальник не обіб'є захисні шлаки.
Примітка: порошковий самозахисний дріт дає можливість працювати з товстими заготовками, які неможливо зварити із застосуванням захисного газу. Також такий метод дозволяє зварювати погано зачищені поверхні.
Корисне відео
Полярність при роботі із самозахисним дротом

Як згадувалося на початку статті, існує пряма і зворотна полярність, що досить-таки дохідливо показано на верхньому зображенні. При зміні полярності змінюється потік електронів у ланцюзі. Не будемо міркувати про теорії руху електронів - від плюса до мінуса чи навпаки, адже її прийнято вважати дуалістичною після створення стовпа Алессандро Вольта, але зупинимося на методі роботи з порошковим дротом.
Отже, пряма полярність означає, що на електроді є мінус, а на виробі, куди кріпиться полярний затискач – плюс. Що стосується зворотної полярністю все виглядає, навпаки – на електроді плюс, але в затиску мінус. Якщо говорити про зварювання самозахищеним порошковим дротом, там використовується пряма полярність, тоді як при зварювальних роботах із захисною газовою оболонкою – зворотна. Такий стан речей дозволяє отримати максимум напруги для напівавтомата, отже, апарат працюватиме в найбільш оптимальному режимі.
Примітка: можливі ситуації, коли самозахищеним порошковим дротом працюють при зворотній полярності, але це вже залежить від маркування.
Чи важливі звукові хвилі під час роботи з напівавтоматом
Зварювальник не може бути глухим і це однозначно, тому що при роботі MIG/MAG необхідно слухати звук, що виходить з області зварювальної ванни, а також спостерігати за процесом через тоноване скло (особливо важливо для початківців). Якщо процес протікає правильно, то звук буде схожий на те, коли на розпеченій сковороді смажиться м'ясо - рівне шипіння без потріскування і вибухів. У тому випадку, якщо на електроді або пальнику застигнуть бризки, звук одразу змінюватиметься – почнеться потріскування та збої в шипінні, ніби в сковороду підливають воду. Також на якість звучання суттєво впливає щільність затиску маси – якщо крокодил погано захоплює заготівлю, то звук у будь-якому разі буде нерівномірним.
Безпека під час роботи з напівавтоматом

"Очі!" - той, хто був присутній під час роботи професіонала, напевно чув такий вираз, який будь-який адекватний зварювальник обов'язково озвучить перед тим, як торкнутися електродом поверхні металу. Захист зору під час роботи з дуговим зварюванням будь-якого типу – це найважливіше, що потрібно з техніки безпеки. Для опіку райдужної оболонки ока достатньо трьох-чотирьох спалахів, після чого забезпечено відчуття «піску» і одна-дві безсонні ночі. З цією метою використовують зварювальні маски з тонованим склом, причому деякі виробники напівавтоматів пропонують їх у заводському комплекті: тобто маска йде як доповнення до апарату.
Важливу роль відіграють рукавички або рукавиці, які захищають руки від розплавлених бризок та нагрівання утримувача. Крім того, будь-яке дугове зварювання - це потужний потік ультрафіолетового випромінювання і якщо незахищені ділянки шкіри будуть піддаватися таким ваннам хоча б одну хвилину, то серйозний опік забезпечений. Для прикладу: коли зі зварником працює слюсар (підтримує якісь заготовки під час роботи), то до кінця робочого дня на його обличчі обов'язково з'являється засмага, а часом навіть доводиться робити протиопікові маски (кисле молоко, сметана тощо).
При роботі з будь-яким зварюванням обов'язково потрібний захисний костюм, який не можуть пропалити бризки розплавленого металу. Це теж важливо, оскільки потрапляння навіть однієї краплі на тіло рівносильне опіку. Якщо спеціального костюма немає, важливо, щоб в одязі повністю була виключена синтетика, оскільки вона посилить ситуацію. Взуття має бути закритим, але не ганчірковим (шкіра або дерматин) – найкраще, якщо це будуть не туфлі, а черевики. Якщо роботи проводяться в приміщенні, там повинна бути забезпечена належна вентиляція.
Висновок
Якщо дотримуватися всіх вимог, передбачених СНиП і ТУ для зварювальних робіт, про які йшлося в цій статті, то навчитися працювати з напівавтоматом можна досить швидко. Найголовніше, не нехтувати теорією, щоб практично не виникало тупикових ситуацій.





