Spawanie rur profilowych: podstawy, metody, stosowane elektrody

Podczas produkcji konstrukcji metalowych nie ciężkich szeroko stosuje się rurę profilową. Służy do tworzenia metalowych ram do daszków, ogrodzeń, markiz, szklarni, małych form architektonicznych, w tym altanek, ławek i tak dalej. W produkcji konstrukcji często przeprowadza się spawanie rury profilowej. Przydatne będzie poznanie cech tego procesu. Rozważ podstawy i metody spawania profesjonalnych rur, zastosowane elektrody, niuanse spawania pod kątem 90 °, bez przepalania i łączenia z okrągłym słupkiem.

Podstawy spawania profesjonalnych rur
Rury profilowane produkowane są ze ściankami o różnej grubości. Jednocześnie najtrudniej jest pracować z cienkościennym metalem walcowanym. Do jakościowej realizacji procesu spawania potrzebna jest wiedza i doświadczenie. Dlatego konieczne jest zrozumienie, w jaki sposób spawane są rury cienkościenne. Podczas tego procesu:
- używany jest prąd 10-60 A;
- stosuje się elektrody o średnicy 0,5-2 mm;
- tylko jedno przejście jest wykonywane przez elektrodę na styku części.
Szybkość zgrzewania wpływa na jakość szwu. Proces musi zostać zakończony, zanim krawędzie dwóch elementów, które mają zostać połączone, ostygną.
Ważny! Elektrody rutylowe umożliwiają spawanie metodą pull-off.

Aby uzyskać wysokiej jakości połączenia, musisz również wiedzieć, jak prawidłowo spawać rurę profilową, niezależnie od grubości ścianki. Podczas wykonywania takich prac spawalniczych należy wziąć pod uwagę, że podczas procesu metal topi się i często wypełnia lub nawet całkowicie pokrywa wewnętrzną przestrzeń rury. Jeśli konieczne jest zachowanie pustki rur, należy upewnić się, że krople nie wpadają do wewnętrznych wnęk spawanych części.
Ponadto rury profilowane pod wpływem wysokich temperatur są bardziej odkształcone w porównaniu z podobnymi produktami walcowanymi na okrągło. Konieczne jest również monitorowanie prawidłowego formowania ściegu spoiny i równomierne podgrzewanie metalu podczas wykonywania połączeń końcowych, aby zapobiec dużym naprężeniom w narożach.
Metody spawania
Profesjonaliści dobrze wiedzą, jak spawać rurę profilową różnymi metodami. Dzięki temu szybko i sprawnie wykonują powierzone zadania.
Spawanie łukowe
Ta metoda jest często stosowana przez specjalistów. Ta metoda jest łatwa do wykonania. Pozwala uzyskać wysokiej jakości szew przy użyciu dostępnego sprzętu.

Do wykonania procesu specjaliści używają spawarki inwertorowej lub transformatorowej. Aby poprawić wygodę pracy, można dodatkowo zastosować różne urządzenia. Jednym z nich są kwadraty magnetyczne. Z ich pomocą wygodniej jest spawać półfabrykaty rur pod pożądanym kątem.
Często specjaliści używają również centralizatorów. Za ich pomocą można szybko połączyć osie części, gdy są one połączone końcami. Stosowane są centralizatory zewnętrzne i wewnętrzne. Jedną z odmian są zaciski, które pozwalają na sztywne mocowanie produktów na płaskiej powierzchni.
Ręczne spawanie łukowe służy do łączenia profilowanych części rur o różnych rozmiarach przekrojów i grubości ścianek. Jeżeli rury profesjonalne wykonane są z metalu grubszego niż 4 mm, to ich końce są wstępnie czyszczone, a następnie odtłuszczane.
Ponadto musisz również wiedzieć, które elektrody spawać rurę profilową, aby uzyskać mocne połączenie. Jeśli grubość ścianki nie przekracza 4 mm, stosuje się pręty, w których średnica wynosi od 2 do 3 mm. W takim przypadku natężenie prądu na spawarce jest ustawione w zakresie od 50 A do 60 A.

Ważny! Podczas spawania cienkościennych rur falistych nie jest konieczne wstępne formowanie krawędzi. Jednocześnie należy zachować minimalny odstęp między częściami. Procesy spawania ręczną metodą łukową prowadzone są w pionie, poziomie, a nawet w dolnym położeniu.
Proces spawania łukowego w gazie osłonowym
Połączenie rury falistej w ten sposób odbywa się za pomocą elektrod nie zużywających się. Metoda służy do spawania elementów cienkościennych, które są wstępnie oczyszczone i odtłuszczone.
Aby prawidłowo przeprowadzić proces, musisz również wiedzieć, które elektrody spawać rurę profilową 2 mm. Podczas łączenia takich produktów walcowanych stosuje się pręty wolframowe. Ich średnica powinna wynosić 1 mm. Jeżeli grubość ścianki walcowanego metalu przekracza 2 mm, stosuje się elektrody, w których przekrój poprzeczny wynosi 1,6 mm.
Musisz również wybrać odpowiednią średnicę drutu spawalniczego. Ta cecha zależy również od grubości metalu. Jeśli wynosi 1 mm, stosuje się drut o średnicy od 1 mm do 1,5 mm. Gdy grubość ścianki rury profesjonalnej wynosi 2 mm, stosuje się drut, którego przekrój poprzeczny wynosi od 2 mm do 2,5 mm.

Podczas wykonywania samego procesu profesjonaliści trzymają elektrodę w minimalnej odległości od miejsca spawania. Pozwala to na stworzenie możliwie najkrótszego łuku, co poprawia wtopienie i poprawia jakość połączenia spawanego. Elektroda przesuwa się tylko w kierunku szwu. Jednocześnie nie wykonują ruchów poprzecznych.
Ważny! Materiał wypełniający podawany jest płynnie. W przeciwnym razie pojawia się rozpryskiwanie. W takim przypadku maksymalna ilość zużywanego gazu musi wynosić 12 l/min.
Ważne jest również prawidłowe ustawienie natężenia prądu podczas spawania łukowego profilu w gazie osłonowym. Jego wartość powinna wynosić 50-120 A. Grubość metalu wpływa na wybór wartości.
Wykonując proces spawania łukiem elektrycznym w gazie osłonowym specjaliści wykorzystują:
- zasilacz blokowy i transformatorowy lub inwerterowy;
- palnik gazowy;
- butla z gazem;
- specjalne węże gumowe;
- reduktor.

Po zakończeniu procesu spawania łukowego napięcie jest najpierw zmniejszane. W takim przypadku gaz nie jest odcinany natychmiast, ale dopiero po 15 sekundach od wyłączenia prądu.
Spawanie gazowe
Podczas korzystania z tej metody spawania najpierw nagrzewa się miejsce, w którym łączą się dwie sekcje rur. Następnie do tej strefy roboczej podawany jest materiał wypełniający. W rezultacie topi się i wypełnia lukę.
Uwaga! Krawędzie połączonych rur profesjonalnych nie tworzą się, jeśli ich ścianki mają grubość nie większą niż 4 mm.
Spawanie gazowe profesjonalnej rury można wykonać w prawo lub w lewo. Podczas realizacji pierwszej opcji materiał wypełniający przesuwa się za palnikiem gazowym. Ta technika różni się tym, że złącze dobrze się nagrzewa. Jednocześnie nic nie zamyka widoku spawaczowi. Dobrze widzi miejsce pracy. Dzięki temu możliwe jest zmniejszenie zużycia gazu i zwiększenie wydajności. Technologia stosowana jest głównie do spawania profesjonalnych rur o ściankach o grubości powyżej 5 mm.
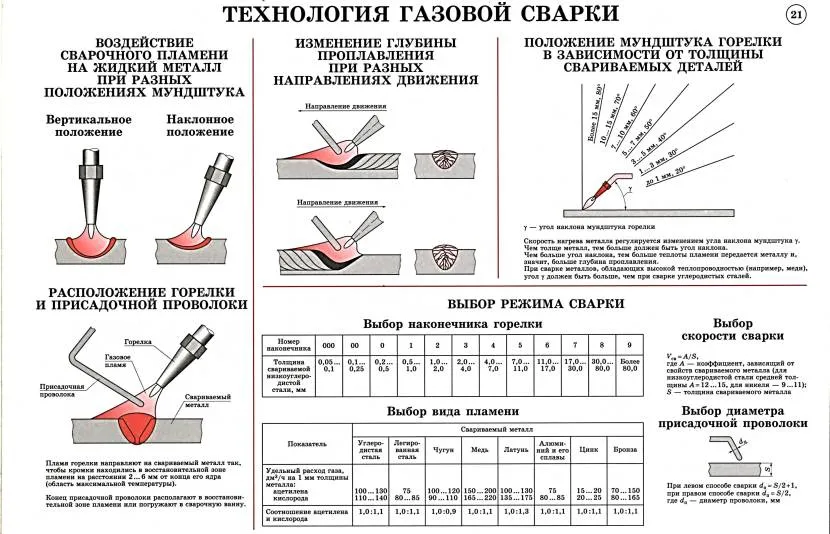
Drugi rodzaj techniki stosuje się przy spawaniu cienkościennego walcowanego metalu. Lewa metoda różni się tym, że drut elektrodowy przesuwa się przed palnikiem gazowym.
Spawanie inwerterowe
Ten rodzaj pracy to spawanie łukowe przy użyciu specjalnej aparatury. Znajduje zastosowanie w życiu codziennym i sklepach produkcyjnych. Sprzęt charakteryzuje się niską ceną, niewielkimi rozmiarami oraz niską wagą. Każdy spawacz powinien wiedzieć, jak prawidłowo spawać rurę profilową za pomocą falownika.
Przydatne wideo
Falownik umożliwia spawanie rur o różnych grubościach ścianek. Sprzęt idealnie nadaje się dla początkujących spawaczy. W końcu takie nowoczesne urządzenia mają pulsacyjny tryb pracy.
Podczas spawania rury profilowej za pomocą falownika 2 mm natężenie prądu ustawia się w zakresie od 50 A do 60 A. W przypadku podłączenia grubościennych produktów walcowanych rzemieślnicy zwiększają prąd elektryczny.
Gdy elektroda się zetknie, powstaje łuk elektryczny. W pracy wykorzystywane są pręty powlekane. Zaczyna się palić, gdy łuk jest wzbudzony. W rezultacie powłoka topi się. Jedna jego część przechodzi do stopionego metalu, a druga część przechodzi w stan gazowy. Dlatego obszar roboczy nie ma kontaktu z powietrzem.
Spawanie inwerterem zapobiega przywieraniu pręta elektrody. W tym przypadku proces odbywa się przy stabilnym łuku, ponieważ używany sprzęt jest źródłem prądu stałego. Daje to wysokiej jakości spoinę.

Popularne elektrody do spawania rur falistych
W produkcji rury profilowej często stosuje się stal niskostopową lub węglową. Tak walcowany metal jest spawany za pomocą następujących elektrod:
- ANO-4 to popularna marka prętów elektrodowych. Jest to uniwersalny materiał eksploatacyjny, który nie wymaga wstępnej kalcynacji. Ten rodzaj elektrody jest stosowany w różnych typach spawarek.
- OZS-12 - pręty przeznaczone są do uzyskania wysokiej jakości szwu. Wadą jest jednak niska odporność na wilgoć.
- UONI-13/55 - te wędki są używane przez dużą liczbę profesjonalistów.
- MP-3S - elektrody te stosuje się, gdy konieczne jest poprawienie właściwości jakościowych spoin.
Przydatne wideo
Specyfika spawania rur profilowanych pod kątem 90°
Tylko specjalista będzie w stanie jakościowo połączyć dwie części z walcowania rur pod kątem prostym. W końcu ma doświadczenie i zna całą technologię, jak spawać rurę profilową pod kątem 90 stopni. Profesjonalista wykonuje proces w następującej kolejności:
- obie rury są cięte zgodnie z obliczonymi wymiarami;
- do pracy wybiera się i przygotowuje płaską powierzchnię;
- kąt prosty między dwiema częściami jest ustalany za pomocą magnetycznych kwadratów lub szalików;
- wykonywane przez spawanie szorstkiego połączenia;
- sprawdzany jest kąt prosty między dwiema rurami;
- przeprowadza się końcowe spawanie walcowanego metalu.
Przydatne wideo
Spawanie bez przepalania rury profilowej
Najczęściej spalany jest cienkościenny metal rurowy. Przyczyną tak nieprzyjemnej sytuacji może być zły wybór metody spawania produktów. Możesz zapobiec pomyłkom, powierzając pracę profesjonalistom. W końcu dobrze wiedzą, jak prawidłowo spawać rurę profilową, aby nie przepalić połączenia dwóch części.
Aby zminimalizować prawdopodobieństwo przepalenia cienkościennego walcowanego metalu, stosuje się elektrody o średnicy nie większej niż 1,5 mm. Jednocześnie na spawarce musi być ustawiona niewielka ilość prądu elektrycznego i wybrana jest odwrotna polaryzacja.
Zaleca się również przeprowadzenie procesu z przerwą. Innymi słowy, spawanie powinno odbywać się w krótkich odcinkach. Można to również zrobić metodą punktową. Ponadto lepiej jest włożyć do rur metalową wkładkę, której zewnętrzne wymiary są jak najbardziej zbliżone do wewnętrznego rozmiaru łączonych elementów.
Starają się również zminimalizować odległość między krawędziami spawanych rur profilowych. Jednocześnie celem jest jak najszybsze przemieszczenie pręta elektrody.
Przydatne wideo
Spawane połączenie profesjonalnej rury z okrągłym stołem
Konieczność użycia spawania podczas łączenia kłody z rury profilowej z metalowymi słupkami powstaje podczas budowy ogrodzenia na obwodzie obszaru prywatnego. Podczas budowy ogrodzenia rozwiązywanych jest szereg problemów. Niezawodne ogrodzenie zawsze zbudują specjaliści. W końcu dobrze wiedzą, jak spawać rurę profilową 40x20 do okrągłego słupka.
Zwykle podkładki metalowe są najpierw przyspawane do podpór o przekroju kołowym. Może to być odcinek kanału lub narożnik. Następnie są do nich mocowane poprzez spawanie poprzeczki z profesjonalnej rury. Podczas fiksacji opóźnienie jest tworzone przez szwy narożne. Cechą ich realizacji w kierunku poziomym jest to, że stopiony metal ma tendencję do przemieszczania się z kolumny do poprzeczki.
Podczas łączenia podpory i poprzeczki nie będzie działać metoda spawania „łodzi”, ponieważ kłody są mocowane wyłącznie w płaszczyźnie poziomej. W takim przypadku filary są zawsze ustawione pionowo. Dlatego nie można ich umieścić w innym miejscu, aby zapobiec przepływowi żużla przed łukiem.
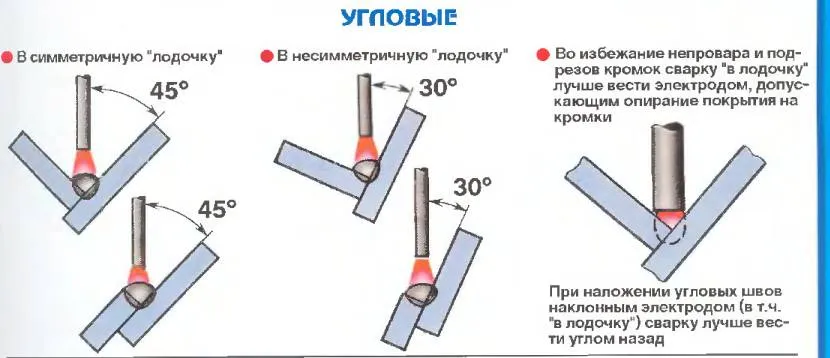
Podczas tworzenia spoiny pachwinowej istnieje duże prawdopodobieństwo braku wtopienia. Może wystąpić w górnej części rogu lub na dowolnej krawędzi. Niewykończony obszar często pojawia się na rurze profilowej, gdy proces spawania rozpoczyna się od wspornika pionowego. Powstaje w wyniku przepływu stopionego metalu na powierzchnię poprzeczki, która nie miała jeszcze czasu na podgrzanie do pożądanej temperatury.
Aby wyeliminować możliwość braku penetracji, eksperci rozpoczynają spawanie kłody. W tym przypadku elektrodę umieszcza się pod kątem 45° w stosunku do poprzeczki, a podczas jej ruchu wykonuje się niewielkie naprzemienne nachylenia do płaszczyzny pionowej i poziomej.
Spawanie w ten sposób ramy z rury profilowej i okrągłych metalowych słupków pozwala na tworzenie mocnych szwów. Mogą być jedno lub wielowarstwowe.

Podsumowanie
Spawanie profesjonalnych rur odbywa się prądem 10-60 A i przy użyciu elektrod o średnicy 0,5-2 mm, za pomocą których często wykonuje się tylko jedno przejście. Mistrzowie mogą używać łuku ręcznego, łuku elektrycznego w gazie osłonowym, spawania gazowego. Specjaliści często wykorzystują w swojej pracy falownik.
Jedną z najpopularniejszych elektrod są pręty ANO-4. Często używam również OZS-12, UONI-13/55, MP-3S. Podczas spawania pod kątem 90 ° najpierw wykonuje się parę pinezek, a następnie tworzy się główny szew. Aby wykluczyć przepalenie metalu, stosuje się elektrody o średnicy nie większej niż 1,5 mm.
Spawanie profesjonalnej rury do słupa rozpoczyna się od części położonej poziomo. Elektroda trzymana jest pod kątem 45°, a ruch pręta odbywa się z jego naprzemiennym pochyleniem do wspornika i poprzeczki.





