Зварювання профільної труби: основи, способи, використовувані електроди

Під час виробництва не важких металоконструкцій широко застосовується профільна труба. З неї створюють металокаркаси для козирків, огорож, навісів, теплиць, малих архітектурних форм, включаючи альтанки, лавки тощо. При виготовленні конструкцій нерідко проводиться зварювання профільної труби. Корисно буде дізнатися про особливості виконання цього процесу. Розглянемо основи та способи зварювання профтруб, електроди, що застосовуються, нюанси приварювання під кутом 90°, без пропалу та з'єднання з круглим стовпом.

Основи зварювання профтруб
Профільовані труби виготовляються зі стінками різної товщини. При цьому працювати найскладніше з тонкостінним металопрокатом. Для якісного виконання зварювального процесу потрібно мати знання та досвід. Тому необхідно розібратися, як проводиться зварювання тонкостінних труб. Під час цього процесу:
- використовується струм 10-60 А;
- застосовуються електроди діаметром 0,5-2 мм;
- здійснюється лише один прохід електродом за місцем з'єднання деталей.
Швидкість зварювання впливає якість шва. Процес потрібно встигнути завершити до того, як охолонуть кромки двох заготовок, що з'єднуються.
Важливо! Рутилові електроди дозволяють здійснювати зварювання з відривом.

Для якісного виконання з'єднань потрібно знати, як правильно варити профільну трубу незалежно від товщини стінок. При проведенні таких зварювальних робіт необхідно враховувати, що під час процесу метал розплавляється і нерідко заповнює або повністю перекриває внутрішній простір трубопрокату. Якщо потрібно зберегти порожнисту профтруб, потрібно стежити, щоб краплі не потрапляли у внутрішні порожнини деталей, що зварюються.
Крім того, профільовані труби при дії високої температури деформуються більше в порівнянні з круглим аналогічним прокатом. Потрібно також стежити за правильним формуванням валика шва і рівномірно прогрівати метал під час виконання торцевих з'єднань для запобігання появі в кутах великої напруги.
Способи зварювання
Фахівці добре знають, як варити профільну трубу різними способами. Тому вони швидко та якісно виконують поставлені завдання.
Зварювання ручним дуговим способом
Цей метод часто використовують спеціалісти. Цей спосіб простий у виконанні. Він дає змогу отримати якісний шов при використанні доступного обладнання.

Для виконання процесу спеціалісти використовують інверторний чи трансформаторний зварювальний апарат. Для підвищення зручності проведення робіт додатково можуть застосовуватись різні пристосування. Одними з них є магнітні косинці. З їхньою допомогою зручніше зварювати трубні заготовки під потрібним кутом.
Нерідко спеціалісти також використовують центратори. З їхньою допомогою вдається швидко поєднати осі деталей, коли вони з'єднуються торцями. Застосовуються зовнішні та внутрішні центратори. Одним із різновидів є струбцини, що дозволяють жорстко закріпити вироби на рівній поверхні.
Ручне дугове зварювання використовується для з'єднання профільованих трубних деталей з різними розмірами перерізу та товщиною стінок. Якщо профтруби виготовлені з металу товщі 4 мм, їх торці попередньо зачищають, а потім знежирюють.
Крім того, необхідно знати, якими електродами варити профільну трубу, щоб отримати міцне з'єднання. Якщо товщина стін не перевищує 4 мм, тоді застосовують стрижні, у яких діаметр становить від 2 до 3 мм. При цьому сила струму на зварювальному апараті встановлюється в межах від 50 до 60 А.

Важливо! Під час зварювання тонкостінних профтруб не потрібно попередньо формувати кромки. При цьому необхідно дотримуватись мінімального зазору між деталями. Зварювальні процеси за допомогою ручного дугового методу здійснюються вертикально, горизонтально і навіть у нижньому положенні.
Електродуговий зварювальний процес у захисному газі
З'єднання профтруби таким способом виконується при використанні електродів, що не плавляться. Метод застосовується для зварювання тонкостінних деталей, які попередньо очищаються та знежирюються.
Для правильного виконання процесу потрібно знати, якими електродами варити профільну трубу 2 мм. При з'єднанні такого прокату застосовують вольфрамові дроти. Їхній діаметр повинен бути 1 мм. Якщо ж металопрокат товщина стінки перевищує 2 мм, тоді використовують електроди, у яких розмір перерізу становить 1,6 мм.
Правильно вибирати також потрібно діаметр зварювального дроту. Ця її характеристика також залежить від товщини металу. Якщо вона становить 1 мм, тоді застосовують дріт діаметром від 1 мм до 1,5 мм. Коли товщина стінки профтруби дорівнює 2 мм, використовують дріт, у якого розмір перерізу становить від 2 мм до 2,5 мм.

При виконанні процесу професіонали утримують електрод на мінімальній відстані від місця зварювання. Це дозволяє створити максимально коротку дугу, що покращує проварювання та підвищує якість зварного з'єднання. Електрод переміщають лише у напрямі шва. У цьому не здійснюють поперечних рухів.
Важливо! Подача матеріалу присадки виконується плавно. В іншому випадку відбувається розбризкування. При цьому максимальна кількість газу, що витрачається, повинна становити 12 л/хв.
Важливо також правильно встановлювати силу струму, коли виконується електродугове зварювання профілю у захисному газі. Її величина має становити 50-120 А. На вибір значення впливає товщина металу.
Під час виконання електродугового зварювального процесу у захисному газі фахівці використовують:
- блок та трансформаторне або інверторне джерело живлення;
- газовий пальник;
- балон із газом;
- спеціальні гумові шланги;
- редуктор.

При завершенні зварювального електродугового процесу спочатку зменшують напругу. При цьому газ перекривають не відразу, а лише через 15 секунд після відключення струму.
Газове зварювання
При використанні цього способу зварювальних робіт спочатку виконують нагрівання місця, де з'єднуються два відрізки труби. Потім цю робочу зону здійснюють подачу присадочного матеріалу. В результаті відбувається його розплавлення та заповнення зазору.
На замітку! Кромки профтруб, що з'єднуються, не формують, якщо їх стінки мають товщину не більше 4 мм.
Газове зварювання профтруби може виконуватись правим або лівим способом. Під час реалізації першого варіанта присадковий матеріал переміщається за газовим пальником. Ця техніка відрізняється тим, що місце з'єднання добре прогрівається. При цьому зварювальнику ніщо не закриває огляд. Він добре бачить робочу зону. Тому вдається знизити витрати газу та збільшити продуктивність. Технологія переважно застосовується при зварюванні профтруб зі стінками товщиною понад 5 мм.
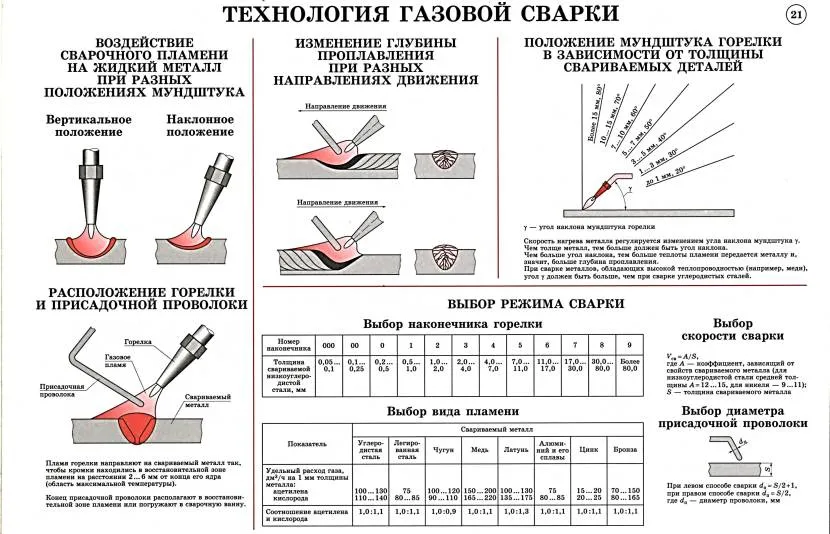
Другий різновид техніки використовується, коли здійснюється зварювання тонкостінного металопрокату. Лівий спосіб відрізняється тим, що дріт, що присаджується, переміщається попереду газового пальника.
Зварювання інвертором
Цей вид робіт є дугове зварювання при використанні спеціального апарату. Він застосовується у побуті та виробничих цехах. Обладнання відрізняється невисокою ціною, невеликими розмірами та незначною масою. Кожен зварювальник повинен знати, як правильно варити профільну трубу інвертором.
Корисне відео
Інвертор дозволяє виконувати зварювання труб із різною товщиною стінок. Обладнання ідеально підходить для початківців зварювальників. Адже такі сучасні апарати мають імпульсний режим роботи.
Коли здійснюється зварювання профільної труби 2 мм інвертором, сила струму встановлюється в діапазоні від 50 до 60 А. Якщо з'єднується товстостінний прокат, тоді майстри збільшують електрострум.
При контакті електрода з'являється електрична дуга. У роботі використовуються прутки із покриттям. Воно починає горіти під час збудження дуги. Внаслідок цього відбувається розплавлення покриття. Одна частина переміщається на розплавлений метал, іншу – перетворюється на газовий стан. Тому робоча зона не контактує із повітрям.
Зварювання за допомогою інвертора запобігає залипанню електродного дроту. При цьому процес виконується при стабільній дузі, оскільки обладнання, що використовується, є джерелом постійного струму. Тому виходить високоякісний зварний шов.

Поширені електроди для зварювання профтруби
При виробництві профільної труби часто використовують низьколеговану або вуглецеву сталь. Такий металопрокат зварюється за допомогою наступних електродів:
- АНО-4 – популярна марка електродних стрижнів. Це універсальний витратний матеріал, який не вимагає попереднього прокалювання. Цей різновид електродів застосовується зі зварювальними апаратами різного типу.
- ОЗС-12 – стрижні призначені для одержання високоякісного шва. Однак недоліком є низька стійкість до вологи.
- УОНИ-13/55 – ці стрижні використовують велику кількість професіоналів.
- МР-3С – дані електроди застосовуються, коли необхідно підвищити якісні властивості зварних швів.
Корисне відео
Особливості зварювання профільного трубного прокату під кутом 90°
Якісно з'єднати під прямим кутом дві деталі з трубопрокату вдасться лише фахівцю. Адже він має досвід та знає всю технологію, як зварити профільну трубу під 90 градусів. Сам процес професіонал виконує у наступній послідовності:
- обидві труби обрізаються відповідно до розрахункових розмірів;
- для проведення робіт вибирається та готується рівна поверхня;
- прямий кут між двома деталями фіксується за допомогою магнітних косинець або косинок;
- виконується за допомогою зварювання чорнове з'єднання;
- перевіряється прямий кут між двома трубами;
- здійснюється остаточне зварювання металопрокату.
Корисне відео
Зварювання без пропалу профільної труби
Найчастіше пропалюється тонкостінний трубний металопрокат. Причиною такої неприємної ситуації може бути неправильний вибір способу зварювання виробів. Запобігти будь-якій помилці можна, якщо довірити роботу професіоналам. Адже вони добре знають, як правильно варити профільну трубу, щоби не пропалити місце з'єднання двох деталей.
Для максимального зниження ймовірності пропалу тонкостінного металопрокату використовують електроди діаметром не більше 1,5 мм. При цьому обов'язково встановлюють на зварювальному апараті малу величину електроструму та вибирають зворотну полярність.
Рекомендується також здійснювати процес із відривом. Іншими словами, зварювання потрібно проводити короткими ділянками. Її також можна виконати точковим способом. Крім того, краще в труби вставити металевий вкладиш, зовнішні габарити якого максимально наближені до внутрішнього розміру елементів, що з'єднуються.
Ще намагаються максимально зменшити відстань між кромками профільних труб, що зварюються. При цьому прагнуть якомога швидше переміщати електродний стрижень.
Корисне відео
Зварне з'єднання профтруби з круглим столом
Необхідність використання зварювання під час з'єднання лаг із профільної труби з металевими стовпами виникає під час будівництва паркану по периметру приватної території. У процесі зведення огорожі вирішується низка питань. Надійний паркан завжди збудують фахівці. Вони добре знають, як приварити профільну трубу 40х20 до круглого стовпа.
Зазвичай, на опори з круглим перетином спочатку наварюють металеві майданчики. Це може бути відрізок швелера або куточка. Потім до них кріплять за допомогою зварювання поперечки із профтруби. Під час фіксації лаг утворюють кутові шви. Особливістю їх виконання у горизонтальному напрямку є те, що розплавлений метал прагне переміститися зі стовпа на поперечину.
При з'єднанні опори і поперечки застосувати спосіб зварювання "в човник" не вийде, тому що лаги кріпляться виключно в горизонтальній площині. При цьому стовпи завжди розміщуються вертикально. Тому їх не можна розташувати в іншому положенні, щоб запобігти затіканню шлаку перед дугою.
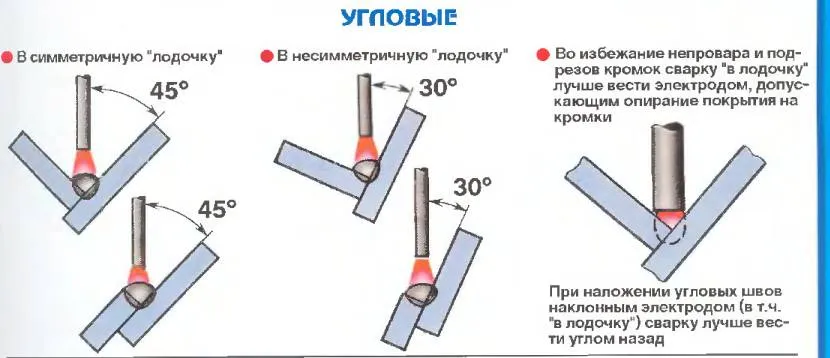
Під час створення кутового шва існує велика ймовірність непровару. Він може виникнути у вершині кута або на будь-якій кромці. Непроварена ділянка нерідко з'являється на профільній трубі, коли процес зварювання починають з вертикальної опори. Він утворюється через стікання розплавленого металу на поверхню поперечки, яка ще не встигає нагрітися до потрібної температури.
Щоб унеможливити виникнення непровару, фахівці починають зварювання з лаги. При цьому електрод розміщують під кутом 45° щодо поперечки, а під час його переміщення здійснюють легкі послідовні нахили до вертикальної та горизонтальної площини.
Зварювання каркасу з профільної труби та круглих металевих стовпів саме таким способом дозволяє створювати міцні шви. Вони можуть бути одно-або багатошаровими.

Висновок
Зварювання профтруб здійснюють струмом 10-60 А та за допомогою електродів діаметром 0,5-2 мм, якими частіше виконують тільки один прохід. Майстри можуть використовувати ручне дугове, електродугове в захисному газі, газове зварювання. Фахівці часто у роботі застосовують інвертор.
Одними із найпопулярніших електродів є стрижні АНО-4. Часто використовують ОЗС-12, УОНИ-13/55, МР-3С. Коли здійснюється зварювання під 90 °, спочатку роблять пару прихваток, а потім створюють основний шов. Для виключення пропалювання металу застосовують електроди діаметром трохи більше 1,5 мм.
Зварювання профтруби до стовпа починають із горизонтально розташованої деталі. Електрод тримають під кутом 45°, а переміщення стрижня здійснюють при його почерговому нахилі до опори та поперечки.





