Kucie na zimno – tajniki kunsztu obróbki metali

Dla wielu kucie na zimno stało się biznesem, w którym można realizować się nie tylko jako rzemieślnik, ale także jako twórca nowych urządzeń i maszyn do pracy. Jednocześnie proste maszyny i urządzenia do formowania ślimaka, nawijania spirali i gięcia wyrobów walcowanych o różnych profilach, jak pokazuje praktyka, mogą być wykonane niezależnie, z improwizowanych materiałów. W dalszej części zostaną omówione cechy technologii kucia i możliwości tworzenia najprostszych maszyn oraz zasady ich działania.

Sztuka kucia na zimno od pomysłu do gotowej próbki
Pomysły na zastosowanie metalowych elementów dekoracyjnych są najczęściej realizowane przy produkcji ogrodzeń, bram, krat okiennych i daszków. Gotowe elementy jednostkowe kucia na zimno z metalu o różnych profilach łączone są w gotową kompozycję poprzez spawanie. Prostota technologii pozwala uzyskać nietypowe wzory i trójwymiarowe kompozycje przy minimalnych umiejętnościach pracy z metalem, obrabiarkami i sprzętem.
Dużą zaletą tej technologii jest możliwość wykorzystania gotowych blanków. Standardowe rozmiary loków, wolut, rozet i profili śrubowych pozwalają na tworzenie zarówno pojedynczych produktów, jak i wykonywanie prac według szablonu, np. tych samych przęseł ogrodzenia czy krat okiennych.
Jednocześnie wyroby kute na zimno stają się szczególnie atrakcyjne, gdy zawierają nietypowe elementy, wykonywane w pojedynczych egzemplarzach. Dlatego rzemieślnicy pracujący w tej technice obróbki metalu wolą sami tworzyć walcowane półfabrykaty. Tutaj ważną rolę odgrywa wyposażenie warsztatu w niezbędne urządzenia i maszyny do obróbki metalu.

Podstawy technologii obróbki metali
Uzyskanie gotowego elementu ogrodzenia lub kwietnika w ogrodzie kwiatowym obejmuje kilka następujących po sobie procesów technologicznych. Najważniejszym z nich jest nadanie pożądanego kształtu walcowanemu przedmiotowi. Kucie metalu na zimno wykorzystuje następujące rodzaje obróbki:
- pochylenie się;
- cechowanie;
- pokrętny;
- kucie;
- wynajem.
Stosowane techniki i metody obróbki zależą od kształtu i rodzaju walcowanego metalu.
I tutaj należy zwrócić uwagę na różnicę między technologią kucia na gorąco a technologią obróbki metali na zimno. Gdy obrabiany przedmiot jest podgrzewany, zmienia się struktura metalu, staje się on bardziej plastyczny, dzięki czemu przy niewielkim wysiłku można nadać przedmiotowi pożądany kształt.
Podczas kucia na zimno metal nie nagrzewa się, a jego struktura pozostaje taka sama. W takim przypadku trzeba dołożyć większych starań, aby uzyskać część o pożądanym kształcie. Faktem jest, że podczas zginania lub skręcania opór warstwy powierzchniowej metalu zwiększa sztywność kształtu przedmiotu obrabianego. A rdzeń o dużej lepkości nabiera kształtu dopiero po pokonaniu sił oporu warstw powierzchniowych.
Dlatego do uzyskania określonych rodzajów odkuwek niezbędny jest zwykły młotek. Do pomyślnego działania wymagane są specjalne urządzenia i adaptacje. Specyfika technologii polega na tym, że do uzyskania jednej formy wykorzystuje się jeden rodzaj narzędzia.
Każde urządzenie do kucia na zimno to specjalne narzędzie:
- gięcie profili i taśm w loki odbywa się na maszynie ślimakowej;
- tłoczenie w produkcji płatków lub rozetek wykorzystuje prasę i stemple;
- skręcanie taśmy, kwadratu, rury odbywa się na drążku skrętnym;
- kucie lub nitowanie odbywa się na kowadle lub za pomocą prasy hydraulicznej;
- Do walcowania używa się rolek o różnych profilach i średnicach.
Warsztat domowy - sprzęt, wyposażenie, zakwaterowanie
Kucie w domu, jeśli nie mówimy o tworzeniu tylko pięknego grilla czy kwietników, prędzej czy później będzie wymagało stworzenia specjalnych warunków do komfortowej pracy. Nawet kucie jako hobby przyda Ci się duże, dobrze oświetlone pomieszczenie, w którym oprócz maszyn będziesz musiał zapewnić miejsce zarówno na stół montażowy, jak i moduł malarski, a także zebrać minimalny zestaw narzędzi do pracy.

Jest wiele argumentów za przeznaczeniem przestronnego pokoju, ale planując nocleg, należy wziąć pod uwagę:
- kucie rury profilowej na zimno wymaga wcześniejszego walcowania profilu, aby ułatwić nadanie kształtu lokowi lub ślimakowi. Aby to zrobić, rolki należy umieścić tak, aby długość pomieszczenia wynosiła 2,1-2,5-krotność długości odcinka rury.
- maszyna do ślimaków musi mieć dostęp ze wszystkich stron;
- w przypadku prac wielkogabarytowych, na przykład do montażu ogrodzeń lub bram wjazdowych, stół montażowy powinien być wykonany w taki sposób, aby był o 0,2-0,3 metra większy od konstrukcji;
- maszyny muszą koniecznie mieć masywną ramę i bezpieczne mocowanie do podłogi, ale stół montażowy można wykonać zgodnie z zasadą transformatora – muszą być mobilne i szybko się składać.
Ważnym szczegółem wyposażenia domowego warsztatu jest również to, w jaki zestaw szablonów będą wyposażone maszyny. Na początkowym poziomie warsztatu ślimak do kucia powinien mieć 2-4 szablony, od małego o średnicy 10-12 cm do maksymalnie 18-20 cm średnicy do 40x40 mm włącznie.

Walce do walcowania, oprócz zwykłego płaskiego kształtu, muszą mieć wały zarówno do rur profilowych, jak i konwencjonalnych okrągłych. W przypadku prasy konieczne jest posiadanie kilku form do pracy z blachą. Tutaj przydadzą się formy do tłoczenia liści, płatków, półkul i ozdabiania końców profili.
O czym należy pamiętać, rozpoczynając tworzenie maszyny do kucia na zimno
Jednym z ważnych problemów, które należy rozwiązać przy projektowaniu i tworzeniu domowej maszyny do kucia na zimno, jest pytanie, jaki metal należy wybrać do produkcji korpusów roboczych. Prostą i niedrogą opcją jest zakup półfabrykatów w sklepie ze sprzętem. Będzie to stosunkowo tanie, a biorąc pod uwagę, że maszyna będzie montowana ręcznie, tutaj możesz zaoszczędzić na obróbce, wystarczy mieć szlifierkę i falownik spawalniczy.
Ale jednocześnie musisz zrozumieć, że w sklepie nie są sprzedawane specjalne gatunki stali, najprawdopodobniej jest to zwykły produkt walcowany, który nie ma ani wytrzymałości, ani trwałości. W takim przypadku nie należy liczyć na długą żywotność szablonu, żywotność takich urządzeń wyniesie tylko 800-1000 cykli pracy.
Przydatne wideo
Inną rzeczą jest użycie stali narzędziowej lub konstrukcyjnej. Tutaj żywotność będzie 4-5 razy dłuższa, a wzory z rury profilowej uzyskają idealne kształty.
Wiele urządzeń używa stempli o tym samym kształcie, ale różnych rozmiarach. Ale stworzenie własnej maszyny dla każdego standardowego rozmiaru produktów walcowanych jest nieracjonalnie drogie. Ale całkiem możliwe jest zapewnienie wymiennych stempli w giętarce lub maszynie do ślimaka, a ta opcja będzie kosztować mniej.
Kucie z rury profilowej, kwadratu i pręta wymaga dużego wysiłku, aby nadać przedmiotowi pożądany kształt. Napęd elektryczny w tym przypadku mógłby znacznie ułatwić pracę. W domowej wersji mini kuźni zamiast napędu elektrycznego można zastosować reduktor biegów.
Sprzęt do maszyn do kucia na zimno
Najprostszym i najczęściej używanym sprzętem w warsztacie są zwykle dwie maszyny – giętarka i ślimak. Pierwsza pozwala zagiąć materiał pod pożądanym kątem, druga zapewnia tworzenie płaskich spiral podobnych do ślimaka. Zasada działania urządzeń jest prosta - jeden koniec przedmiotu obrabianego jest zaciśnięty nieruchomo, a drugi za pomocą dźwigni jest wygięty pod pożądanym kątem.

Gnutik
Giętarka do kucia na zimno zawiera:
- podstawa z płyty o grubości 15-20 mm;
- oś środkowa, sztywno przymocowana do podstawy;
- ruchoma dźwignia z wózkiem;
- wymienne rolki i rolki;
- urządzenia mocujące do rolek i rolek.
Podstawą jest płyta, w środku której zamocowana jest oś środkowa. Wierci się w nim otwory, które służą do montażu rolek i rolek, a także do mocowania przedmiotu obrabianego. Oś wykonana ze stali narzędziowej, średnica osi to 18-20 mm.
Do osi przymocowana jest dźwignia z ruchomym wózkiem. Dźwignia ma kształt kwadratu lub prostokąta. Zainstalowany jest na nim ruchomy wózek z dwiema stałymi osiami do rolek. Aby uzyskać zagięcia, rolki o wymaganej średnicy są wymienne, zmieniając średnicę rolek, uzyskuje się przedmioty o różnych rozmiarach.
Procedura operacyjna:
- przed rozpoczęciem pracy wybiera się rolki o pożądanej średnicy;
- dźwignia z wózkiem jest ustawiona w pierwotnym położeniu;
- jeden koniec przedmiotu obrabianego jest zamocowany w zacisku;
- obrabiany przedmiot jest dociskany do centralnego wałka;
- wózek z rolką jest doprowadzany do przedmiotu obrabianego i mocno do niego dociskany;
- obracając dźwignię, rolki nadają obrabianemu przedmiotowi pożądany kształt.
Przydatne wideo
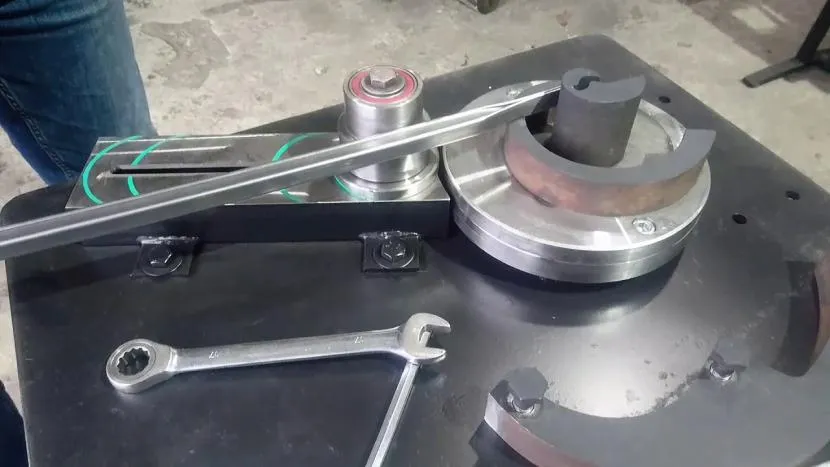
Ślimak
Ślimak do kucia na zimno jest bardziej skomplikowanym narzędziem niż giętarka. Jego złożoność polega na tym, że główny korpus roboczy wykonany jest w postaci kompozytowego urządzenia o niestandardowym kształcie. Forma kompozytowa w postaci kilku przekrojów zapewnia obrabiany przedmiot w postaci płaskiej spirali podobnej do ślimaka. To podobieństwo dało nazwę tej maszynie.
Ślimak lub przyrząd do kucia na zimno składa się z:
- podstawy w postaci łóżka wykonanego z grubej metalowej płyty;
- dyrygent lub trzpień, wokół którego nawinięty jest ślimak;
- dźwignia rolki.
Podstawą maszyny do kucia metalu jest podstawa z blachy stalowej o grubości 15-20 mm i średnicy 50-70 cm Łoże znajduje się na wale. Pod nim, na dole, na łożyskach zamocowana jest dźwignia, montaż na łożyskach zapewnia lekki ruch obrotowy. Wykonany jest z grubościennej rury. Długość dźwigni musi wynosić co najmniej 80cm. Górna część na środku podstawy to mocno zamocowany wałek o średnicy 10-16 mm. Podstawa posiada kilka otworów, w które wkładane są składane trzpienie. Otwory są rozmieszczone tak, aby można było zainstalować szablony o różnych rozmiarach.

Trzpień to spirala pocięta na kawałki. Do pracy zwykle potrzebne są 2-3 zestawy elementów - mała średnica, średni i duży rozmiar. Element centralny jest umieszczony na wale podstawowym. Posiada rowek do wstępnego mocowania pręta lub paska. Pierwsze podkręcenie ma 2/3 zwojów obwodu. Drugi to kontynuacja spirali o zwiększonym promieniu i długości 1/3 zwoju spirali. Trzeci element ma długość 1/2 obrotu z zagięciem równym 4-6 promieniom elementu środkowego.
Trzpienie wykonane są z taśmy o szerokości 50 mm i grubości co najmniej 5 mm. Dla sztywności od wewnątrz są wzmocnione kwadratem 15x15 mm.
Aby docisnąć obrabiany przedmiot do trzpienia, na dźwigni umieszcza się wózek z rolkami. Pionowe rolki dociskają obrabiany przedmiot do formy, a poziome służą jako podpora do gięcia.
Kucie metalu na zimno na maszynie ślimakowej wykonuje się w następujący sposób:
- trzpień jest zainstalowany na podstawie maszyny;
- przedmiot obrabiany jest wkładany do rowka i dociskany do wózka dźwigni;
- dźwignia służy do zaciskania przedmiotu obrabianego wokół trzpienia;
- po całkowitym ściśnięciu pierwszego elementu przez obrabiany przedmiot, na podstawie montuje się drugi, a następnie trzeci element trzpienia.
Przydatne wideo
Podsumowanie
Prosta i jednocześnie niedroga technologia kucia na zimno znajduje dziś coraz więcej fanów. A jak pokazuje praktyka, wielu rzemieślników nie tylko tworzy własne niezwykłe elementy kuźnicze, ale także niezwykłe urządzenia i urządzenia do pracy.
Mastery są z powodzeniem tworzone jako proste urządzenia do wykonywania jednej operacji, na przykład tworzenia ślimaka, wrzeciona, spirali, nawijania, skręcania elementu, wykorzystując fizyczną siłę mistrza. I bardziej złożone, wykorzystujące mechaniczne skrzynie biegów i napędy elektryczne. Jednak, aby stworzyć mały warsztat, wielu radzi zdecydowanie złożyć lokówkę i giętarkę, aby uzyskać prawidłowe kształty geometryczne. To właśnie te urządzenia będą podstawą do dalszego rozwoju warsztatu kucia na zimno.
Ale tak czy inaczej, w rozwoju maszyn i urządzeń do kucia na zimno jednym z najciekawszych punktów jest kwestia stworzenia uniwersalnej maszyny do dużej liczby operacji.





