Холодне кування – секрети майстерності обробки металу

Для багатьох холодне кування стало тією справою, в якій можна реалізувати себе не тільки як ремісником, а й як творцем нових пристосувань та верстатів для роботи. При цьому, прості верстати та пристосування для формування равлика, навивки спіралі та згинання прокату різного профілю, як показує практика, можна зробити самостійно, з підручних матеріалів. Про особливості технології кування та варіанти створення найпростіших верстатів та принципи їх роботи і йтиметься далі.

Мистецтво холодного кування від ідеї до готового зразка
Ідеї використання металевих елементів декору найчастіше реалізуються у виготовленні огорож, воріт, віконних ґрат та козирків. Готові штучні елементи холодного кування з металу різного профілю з'єднуються в готову композицію зварюванням. Простота технології дозволяє отримати незвичайні візерунки та об'ємні композиції з мінімальними навичками роботи з металом, верстатами та обладнанням.
Великим плюсом цієї технології є можливість використання готових заготовок. Стандартні розміри завитків, равликів, розеток та гвинтових профілів дозволяють створювати як поодинокі вироби, так і виконувати роботи за шаблоном, наприклад, однакові прольоти огорожі або віконні ґрати.
Разом з тим вироби з холодного кування стають особливо привабливими тоді, коли в них є незвичайні елементи, які виготовляються в одиничних екземплярах. Саме тому майстри, які працюють у цій техніці обробки металу, воліють самі створювати заготовки з прокату. Тут важливу роль відіграє оснащення майстерні необхідними пристроями та верстатами для обробки металу.

Основи технології обробки металу
Отримання готового елемента забору або підставки під кашпо в квітник включає кілька послідовних технологічних процесів. Найголовніший, з яких надання заготівлі з прокату необхідної форми. Холодне кування металу використовує такі види обробки:
- гнучка;
- штампування;
- скручування;
- кування;
- прокат.
Застосовувані прийоми та способи обробки залежать від форми та виду металопрокату.
І тут необхідно звернути увагу на те, чим відрізняється гаряче кування від технології холодної обробки металу. При нагріванні заготовки відбувається зміна структури металу, він стає пластичнішим, так, з'являється можливість надати заготівлі потрібну форму, доклавши небагато зусиль.
При холодному куванні метал не нагрівається, і його структура залишається колишньою. І тут доводиться прикладати більше зусиль отримання деталі потрібної форми. Справа в тому, що при згинанні або скручуванні опір поверхневого шару металу посилюється жорсткістю форми заготовки. А серцевина, що має високу в'язкість, набуває форми тільки після подолання сил опору поверхневих шарів.
Тому, щоб отримати певні види кування звичайним молотком не обійтися. Для успішної роботи необхідні спеціальні пристрої та пристрої. Особливість технології полягає в тому, що для отримання однієї форми використається один вид інструменту.
Будь-який пристрій для холодного кування це спеціальний інструмент:
- згинання профілю та смуги в завиток здійснюється на верстаті-равлику;
- штампування, при виготовленні пелюсток або розеток, використовує прес та пуансони;
- скручування смуги, квадрата, труби виконується на торсіоні;
- кування або розклепування робиться на ковадлі або за допомогою гідравлічного преса;
- для прокату використовуються вальці різного профілю та діаметру.
Домашня майстерня – обладнання, обладнання, розміщення
Кування будинку, якщо не йдеться про створення тільки гарного мангалу або підставки під квіти рано чи пізно вимагатиме створення особливих умов для комфортної роботи. Навіть для заняття ковкою як хобі знадобиться велике, добре освітлене приміщення, де крім верстатів потрібно буде передбачити місце і під монтажний стіл, і під модуль фарбування, а також підібрати мінімальний набір інструментів для роботи.

Аргументів виділити просторе приміщення багато, але при плануванні розміщення варто взяти до уваги:
- холодне кування профільної труби вимагає спочатку зробити прокат профілю, для того, щоб можна було легше надати форму завитка або равлика. Для цього вальці повинні розміщуватися так, щоб довжина приміщення була в 2,1-2,5 рази більша від відрізка труби.
- верстат равлика повинен мати доступ з усіх боків;
- для об'ємних робіт, наприклад, для збирання огорож або в'їзних воріт монтажний стіл варто робити таким, щоб він був більший за конструкцію на 0,2-0,3 метра;
- верстати обов'язково повинні мати масивну станину та надійне кріплення до підлоги, а ось монтажний стіл можна зробити за принципом трансформера – вони мають бути мобільними та швидко складатися.
Важливою деталлю обладнання домашньої майстерні є й те, яким набором шаблонів оснащуватиметься верстати. Для початкового рівня майстерні равлик для кування повинен мати 2-4 шаблони, від маленького 10-12 см в діаметрі до максимального в 18-20 см. діаметра до 40х40 мм включно.

Вальці для прокату, крім звичайної плоскої форми, повинні мати вали і для роботи і з профільною, і зі звичайною трубою круглого перерізу. Для преса потрібно мати кілька прес-форм для роботи з листовим металом. Тут знадобляться форми для штампування листя, пелюсток, напівсфер та оформлення кінців профілів.
Що потрібно пам'ятати, приступаючи до створення верстата для холодного кування
Одним із важливих питань, які належить вирішити при проектуванні та створенні саморобного верстата для холодного кування виступає питання, який метал потрібно підібрати для виготовлення робочих органів. Простим і доступним варіантом для цього є купівля заготовок у будівельному магазині. Це обійдеться відносно дешево, а враховуючи те, що верстат збиратиметься своїми руками, тут можна заощадити і на обробці, достатньо мати болгарку і зварювальний інвертор.
Але, при цьому потрібно розуміти, що в магазині не продаються спеціальні сорти сталі, швидше за все, це звичайний прокат, який не має ні міцності, ні довговічності. У такому разі не варто розраховувати на довгу службу шаблону, термін служби таких пристроїв складе всього 800-1000 робочих циклів.
Корисне відео
Інша річ, якщо використовувати інструментальну чи конструкційну сталь. Тут термін служби буде в 4-5 разів довшим, а візерунки із профільної труби будуть виходити з ідеальними формами.
У багатьох пристосуваннях застосовуються пуансони однакової форми, але різних розмірів. Але створювати для кожного типорозміру прокату свій верстат невиправдано дорого. А ось передбачити в гнучку, або верстаті для равлика змінні пуансони цілком можливо, та й обійдеться такий варіант дешевше.
Кування з профільної труби, квадрат та прут потребує великих зусиль для надання заготівлі потрібної форми. Електропривод у такому разі міг би суттєво полегшити роботу. У домашньому варіанті міні кузні замість електроприводу можна використовувати шестерний редуктор.
Оснащення для верстатів холодного кування
Найпростішим і найчастіше використовуваним обладнанням у майстерні зазвичай виступають два верстати - гнутик і равлик. Перший, дозволяє згинати матеріал під потрібним кутом, другий забезпечує створення плоских спіралей подібних до равлика. Принцип роботи пристроїв простий – один кінець заготовки затискається нерухомо, а другий, за допомогою важеля, згинається під потрібним кутом.

Гнутик
Верстат холодного кування гнутик включає:
- основа з пластини товщиною 15-20 мм;
- центральну вісь, жорстко закріплену на підставі;
- рухомий важіль із кареткою;
- змінні вальці та ролики;
- фіксуючі пристрої роликів та вальців.
Підстава є пластиною, в центрі якої закріплена центральна вісь. У ньому просвердлені отвори, які служать для встановлення роликів та валків, а також для фіксатора заготівлі. Вісь виконується з інструментальної сталі діаметр осі 18-20 мм.
На осі кріпиться важіль із рухомою кареткою. Важель має квадратну або прямокутну форму. На нього встановлюється рухома каретка із двома нерухомими осями під валки. Щоб отримати вигини, потрібного діаметра валки робляться змінними, змінюючи діаметр валків, виходять заготовки різного розміру.
Порядок роботи:
- перед початком роботи підбираються валяння потрібного діаметра;
- важіль з кареткою встановлюється у вихідне положення;
- один кінець заготовки фіксується у затиску;
- заготівля притискається до центрального вальця;
- каретка з вальцем підводиться до заготівлі та щільно притискається до неї;
- повертаючи важіль, валки надають заготівлі необхідної форми.
Корисне відео
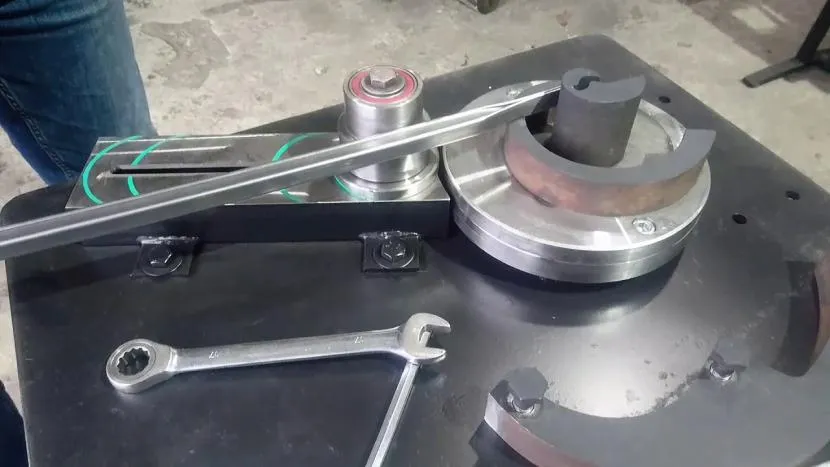
Равлик
Верстат равлика для холодного кування є складнішим інструментом, ніж гнутик. Складність його у тому, що основний робочий орган виконується як складового пристрою нестандартної форми. Складовий вид форми з декількох секцій забезпечує отримання заготовки у вигляді плоскої спіралі схожої на равлик. Ця схожість і дала назву цьому верстату.
Верстат равлика або кондуктор для холодного кування складається:
- основи у вигляді станини з товстої металевої пластини;
- кондуктора або оправки, навколо якої виконується навивка равлика;
- важіль із роликами.
Основою верстата для кування метал виступає основа із сталевого листа товщиною 15-20 мм діаметром 50-70 см. Станіна розташовується на валу. Під нею, внизу на підшипниках закріплений важіль, кріплення на підшипниках забезпечує легкий обертальний рух. Він виконується з товстостінної труби. Довжина важеля повинна бути не менше 80см. Верхню частину в центрі основи міцно закріплений вал діаметром 10-16 мм. Основа має кілька отворів, в які вставляють розбірні оправки. Отвори розміщуються так, щоб можна було встановлювати шаблони різного розміру.

Оправлення є розрізаною на частини спіраль. Для роботи зазвичай необхідно 2-3 набори елементів - маленького діаметру, середнього та великого розміру. Центральний елемент надівається на вал основи. У ньому є паз для початкової фіксації дроту або смуги. Перший завиток має 23 оберти кола. Другий - продовження спіралі зі збільшеним радіусом і довжиною 13 обороту спіралі. Третій елемент довжиною 12 обороту з вигином рівним 4-6 радіусам центрального елемента.
Оправлення виконуються зі смуги шириною 50 мм та товщиною не менше 5 мм. Для твердості з внутрішньої сторони вони посилюються квадратом 15х15 мм.
Для притискання заготовки до оправки на важіль одягається каретка з роликами. Вертикальні ролики притискають заготовку до форми, а горизонтальні виступають опорою для згинання.
Холодне кування металу на верстаті равлику виконується таким чином:
- на основу верстата встановлюється оправлення;
- в паз вставляється заготовка та притискається кареткою важеля;
- важелем робиться обжим заготовки навколо оправлення;
- після того, як перший елемент буде обжати заготовкою повністю, на основу встановлюється другий, а потім і третій елемент оправлення.
Корисне відео
Висновок
Проста і водночас доступна технологія холодного кування сьогодні знаходить сьогодні більшу кількість шанувальників. І як показує практика, багато майстрів не тільки створюють свої неординарні за задумом елементи кування, а й незвичайні пристрої та пристрої для роботи.
Майстерами успішно створюються як прості пристрої для виконання однієї операції, наприклад, створення елемента равлика, веретено, спіраль, навивка, скручування, із застосуванням фізичної сили майстра. Так і складніші, з використанням механічних редукторів та електроприводів. Однак, для створення невеликої майстерні багато раджу обов'язково зібрати верстат для завивки равлика та гнутика, для отримання правильних геометричних форм. Саме ці пристосування і будуть основою для розвитку надалі майстерні холодного кування.
Але як би там не було, у розробці верстатів та пристосувань для холодного кування одним із найцікавіших моментів стоїть питання створення універсального верстата для великої кількості операцій.





