4 rodzaje spoin: opis i właściwości każdej z nich

Do mocnego połączenia dwóch blach lub rur konieczne jest zastosowanie szwu spawalniczego. Zastanów się, czym one są, a także do jakich celów każdy z nich jest odpowiedni, zalety różnych rodzajów spawania i jak ogólnie dwie powierzchnie są łączone za pomocą łuku elektrycznego. Przeczytaj artykuł do końca i poznaj etapy tworzenia spoiny oraz jakie istnieją rodzaje odkamieniania.

Rodzaje spawania, instrukcje krok po kroku i bezpieczeństwo
Istnieją różne metody spawania:
- Półksiężyc. Elektroda jest umieszczona pod kątem prostym lub ostrym w stosunku do powierzchni i porusza się falowo wzdłuż poziomu szwu.
- Drabina. Elektrodę należy ustawić w taki sam sposób, jak w poprzedniej wersji, ale po podgrzaniu materiału należy go odsunąć, a następnie wnieść z powrotem.
- Wstecz do przodu. Elektroda musi zostać zwrócona do szwu, który twardnieje.
Półksiężyc jest odpowiedni dla początkujących i jest uważany za najłatwiejszy, ale nie tak niezawodny jak inne. Drugi i trzeci typ zajmie trochę więcej czasu, ale wynik będzie lepszy.

Istnieje również instrukcja krok po kroku dotycząca spawania elektrodą:
- Pierwszym etapem jest obróbka miejsc, które w przyszłości będą spawane. Czyszczenie odbywa się za pomocą szlifierki kątowej lub szczotki drucianej.
- Następnie należy przyspawać korzeń szwu za pomocą elektrody 0,3 cm, tworząc wałek.
- W przypadku konieczności spawania od zewnątrz należy oprzeć elektrodę o materiał na 1 sekundę lub krócej, następnie wyjąć i powtórzyć procedurę.
- Podczas procesu konieczne jest monitorowanie równomierności łuku.
- Następnie konieczne jest oczyszczenie walca z żużla powstałego w procesie. Jeśli kształt okazał się wypukły, należy go doprowadzić do stanu równego.
- Podczas wykonywania poniższych czynności należy użyć elektrody 4 mm.

Zgodnie z takimi instrukcjami nawet niedoświadczony użytkownik, który po raz pierwszy trzyma spawarkę w dłoniach, może zacząć gotować. Ponadto korzystając z systemu należy pamiętać o kilku zasadach bezpieczeństwa:
- zawsze należy gotować w specjalnej masce i kombinezonie chroniącym przed iskrami;
- w pobliżu nie powinno być łatwopalnych przedmiotów;
- konieczne jest monitorowanie sprawności maszyny (lub aparatury) w celu uniknięcia niebezpiecznych sytuacji.
Podczas spawania należy również upewnić się, że szwy układają się ładnie, nie tworząc zbyt dużego wybrzuszenia, w przeciwnym razie trudno będzie je później wyczyścić.

Rodzaje szwów i połączeń
Wszystkie połączenia w spawaniu są na swój sposób ciekawe i oryginalne. Ale najważniejsze jest to, że są wysokiej jakości i trwałe. Istnieje kilka rodzajów takich szwów:
- Krupon. Najczęstsze połączenie dla różnych metod. Zalety: wysoka wydajność spawania, niskie zużycie materiału, wysoka wytrzymałość, brak naprężeń strukturalnych. Ale w przypadku tego szwu konieczne jest staranne przygotowanie krawędzi, a także ułożenie części tak, aby nie było błędów. Służy do spawania blach, rur oraz wysokogatunkowego walcowania metali.
- Kątowy. Są jednostronne i dwustronne (co zwiększa siłę). Za pomocą wstępnie przyciętych krawędzi można wykonać dowolny kąt nachylenia. Służy do łączenia półfabrykatów blach, rur i kształtek.
- Tawrovy. Na elemencie spawanym od góry prostopadle do dołu konieczne jest wykonanie cięcia krawędzi. Wskazane jest wykonanie tej czynności po obu stronach, aby po spawaniu wszystkie części mocno się trzymały. Służy do łączenia wykrojów.
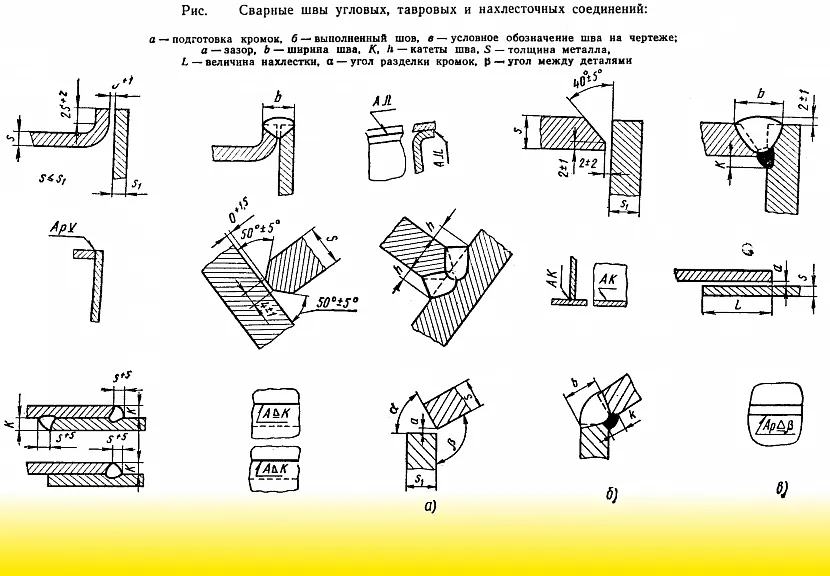
- Nakładały się. W przypadku takiego szwu nie jest konieczne przycinanie krawędzi, ale zaleca się ich stosowanie z krawędziami. Aby w przyszłości uniknąć korozji między blachami, konieczne jest obustronne spawanie połączenia. Stosowany do zgrzewania punktowego i kontaktowego.
- szczelinowy. Występuje w wersji zamkniętej lub otwartej. Stosuje się go, gdy konieczne jest wzmocnienie połączenia na zakładkę.
- Z nakładkami. Stosowany również do wzmacniania połączeń doczołowych lub zakładkowych.
- Koniec. Arkusze muszą być nałożone na siebie i zespawane wzdłuż wspólnych końców.
- Z nitami elektrycznymi . Górny arkusz musi być wywiercony przed użyciem, a następnie zgrzany, aby uchwycić dolny element. Połączenie jest uważane za silne.
Ponadto połączenie można wykonać na różne sposoby, w zależności od położenia części:
- poziomy;
- pionowy;
- szew sufitowy;
- dolny szew (najwygodniejszy, ponieważ można go łatwo kontrolować, w przeciwieństwie do reszty).
Pierwsze 3 opcje są złożone i wymagają doświadczenia w takiej pracy, aby je zrealizować.

Spawanie poziome
Spawanie poziome można wykonać w dowolnym kierunku, który odpowiada spawaczowi. Można wykonać dowolny kąt nachylenia, najważniejsze jest upewnienie się, że wanna nie opada na dolną ścianę. Aby temu zapobiec, konieczne jest przyspieszenie ruchów i mniejsze nagrzewanie metalu.
Możesz także użyć innego sposobu: oderwij łuk, aby metal miał czas ostygnąć i nie spłynąć. Lub obniż prąd. Ale ważne jest, aby pamiętać, że nie powinieneś używać wszystkich metod naraz, musisz je zmieniać. Poziomy szew może być wykonany w różnych wzorach i wzorach, o ile są mocne.
Istnieje również kilka zaleceń dotyczących takiego szwu:
- elektroda musi być umieszczona nieco z tyłu na szwie;
- ruch pręta musi być spiralny;
- łuk należy zapalić na dolnej krawędzi i przenieść na górną;
- szew spawalniczy od lewej do prawej będzie lepszy.
Połączenie poziome o wymaganej penetracji można wykonać, przesuwając koniec elektrody poprzecznie między łączonymi miejscami.
Przydatne wideo
Połączenie pionowe
Wykonując pionowy szew, musisz trzymać koniec urządzenia w bliskiej odległości od materiału. Jest to konieczne, aby stop nie rozprzestrzeniał się pod własnym ciężarem. Jeśli elektroda nie przykleja się, dla wygody można ją oprzeć o powierzchnię. Oddzielenie krawędzi części uzależnione jest od grubości materiału (od 0,5 cm) oraz wybranej metody łączenia.
Następnie należy je przymocować i połączyć poprzecznymi szwami w odległości 100-200 mm. Spawanie szwów pionowych odbywa się od górnej krawędzi części do dołu i odwrotnie. Zaleca się wykonanie szwu od dołu i uniesienie do góry, ponieważ wyjdzie mocniej, a płynna część zostanie wypchnięta wyżej i mniej wypłynie. Ale pionowy szew przez spawanie łukiem elektrycznym najlepiej wykonywać doświadczeni spawacze, którzy mają doświadczenie.
Instrukcje krok po kroku są dość proste w użyciu:
- Elektroda jest umieszczona prostopadle do części i pod napięciem.
- Po stopieniu na spoinie należy zmienić kąt elektrody o 15-20 °, jednocześnie lekko obniżając uchwyt.

Konieczne jest prowadzenie elektrody wzdłuż linii łączącej za pomocą poprzecznych zygzaków. Taki szew, według wielu spawaczy, uważany jest za trwały.
Ponadto, aby wiedzieć, jak prawidłowo spawać pionowy szew, musisz posłuchać kilku wskazówek:
- Aby uniknąć rozsypywania się materiału, wałek powinien być możliwie jak najcieńszy. Ale elektrodę należy przesuwać bez zmiany kąta nachylenia.
- Szerokość spoiny powinna różnić się od elektrody nie więcej niż dwukrotnie.
- Ten rodzaj połączenia należy stosować przy maksymalnej mocy narzędzia.
Przed spawaniem pionowego szwu za pomocą spawania elektrycznego należy wziąć pod uwagę wszystkie niuanse wybranej metody, aby nie uzyskać małżeństwa na wyjściu.
Przydatne wideo
Spawanie pionowe za pomocą falownika
Po przeanalizowaniu, jak prawidłowo spawać pionowy szew za pomocą spawania elektrycznego, możesz dowiedzieć się, jak spawać pionowy szew za pomocą falownika. Druga metoda jest ręczna, ale działa na nieco innej zasadzie, przy użyciu elektrody spawalniczej (zgrzewalnej). Przy tej metodzie pracy należy uważnie monitorować sposób przenoszenia urządzenia. Jeśli niewłaściwie wybierzesz pozycję posiadaczy lub kąt nachylenia, otrzymasz małżeństwo.
Połączenie części należy wykonać w oddzielnych odcinkach (punktach), stale zdejmując elektrodę i przykładając ją z powrotem, aby materiał rozprowadził się po powierzchni z rozpryskami. W ten sposób szew wychodzi lepiej niż w konwencjonalnej maszynie, ponieważ łuk będzie w ciągłym kontakcie z powierzchnią podczas formowania punktu.
Przed spawaniem pionowego szwu w ten sposób konieczne jest zrozumienie zasady dwóch ścieżek:
- Trójkątny . Spawanie stosuje się, gdy grubość łączonych części nie przekracza 2 mm. W przypadku tej metody konieczne jest ostre stępienie krawędzi. Ta metoda jest stosowana do łączenia na połączeniach narożnych lub na powierzchniach wklęsłych. Pożądane jest, aby grubość 0,3 cm, a moc 800-100 A.
- W formie choinki i drabiny. W przypadku produktów spawalniczych o szczelinie 0,2-0,3 cm można zastosować technologię w jodełkę. Etap zaczyna się krawędzią na głębokości szczeliny. Stopniowo wypełnia się i tworzy silne połączenie. Konieczne jest wykonywanie ruchów zygzakowatych i zatrzymywanie się na krawędziach, aby metal się stopił. Metoda nadaje się do projektowania o grubości nie większej niż 0,4 cm.
Teraz początkujący spawacz wie, jak prawidłowo spawać pionowy szew za pomocą falownika. Jednak aby stworzyć takie związki, potrzebujesz doświadczenia i zrozumienia, jak gotować ręcznie.
Przydatne wideo
Szew sufitowy
Teraz możesz dowiedzieć się, jak ugotować szew sufitowy za pomocą spawania elektrycznego. Jest to konieczne w niewielkiej odległości od powierzchni za pomocą elektrody ogniotrwałej. Z tego powodu na końcu pojawia się okładka, która może zapobiegać rozprzestrzenianiu się materiału. W miarę tworzenia szwu koniec elektrody jest równomiernie usuwany, a następnie zbliża się do łuku. Podczas dystansu gaśnie, a metal twardnieje. Aby wiedzieć, jak spawać złącze sufitowe, należy przeczytać informacje o tym, jakie elektrody są do tego używane. Pomimo kierunku szwu powinien mieć małą średnicę.
Podczas pracy ze spawaniem sufitu u podstawy spoiny pojawiają się pęcherzyki gazu. To może prowadzić do małżeństwa. Zaleca się go używać tylko wtedy, gdy nie można wykonać dolnego szwu.

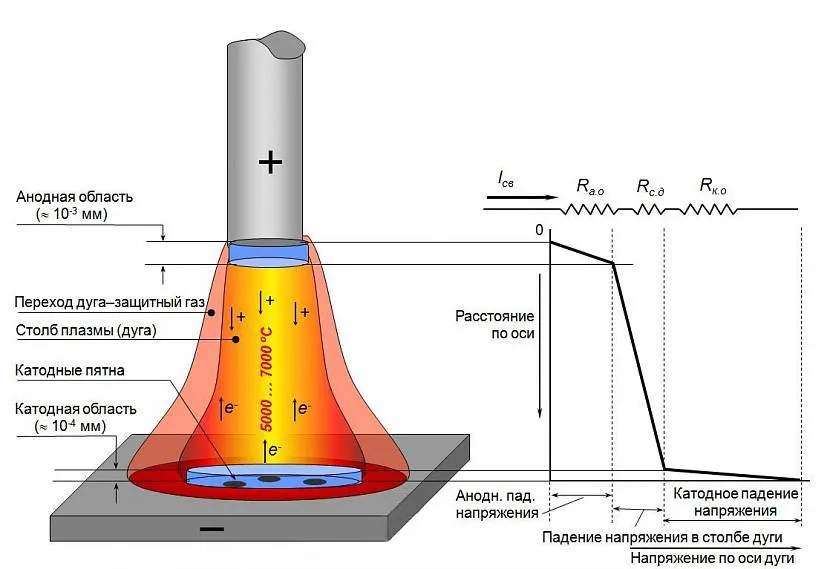
Łuk elektryczny
Łuk elektryczny to przestrzeń, która znajduje się między powierzchnią a elektrodą w momencie maksymalnego nagrzewania. Powinno wystarczyć do pojawienia się wyładowania elektrycznego. Pierwszą rzeczą, jaką spawacze uczą się w praktyce, jest jej kontrola. Podczas spawania występują 3 przerwy łukowe:
- Krótki (0,1-0,15 cm). Główną różnicą tego łuku jest to, że metal jest słabo nagrzewany na szerokość. Na krawędziach szwu tworzy się niewielkie wcięcie, co wskazuje na słabą jakość.
- Długi (0,35 - 0,6 cm). Łuk okresowo gaśnie, co również wskazuje na niewystarczające ogrzewanie. Prowadzi to również do małżeństwa.
- Normalny (0,2-0,3 cm). Opcja odpowiednia dla spawacza, który dopiero uczy się pracy z maszyną.
Należy pamiętać, że jego napięcie zależy od długości łuku, a także z jego pomocą ustalana jest poprawna lub nie struktura szwu.
Czyszczenie szwów
Po zakończeniu wszystkich prac konieczne jest oczyszczenie spawu z żużla, w przeciwnym razie istnieje ryzyko korozji. Istnieją 3 główne sposoby:
- Obróbka termiczna . Usuwa z materiału naprężenia szczątkowe powstałe podczas spawania. Istnieją dwa typy: lokalny (sam szew jest ogrzewany lub chłodzony) i ogólny (cały szew jest przetwarzany).
- Renowacja mechaniczna. Usuwa pozostałości żużla z części. Następnie oczyszczony szew należy sprawdzić pod kątem wytrzymałości, stukając młotkiem lub szczypcami.
- Obróbka chemiczna . Stosowany jest specjalny materiał antykorozyjny.

Istnieje wiele narzędzi, których można użyć do czyszczenia, najważniejsze jest, aby wybrać te właściwe. Możesz użyć metalowej szczotki, specjalnej szlifierki lub szlifierki kątowej z tarczą ścierną.
W przypadku obróbki mechanicznej najprostszym sposobem jest ręczna, ponieważ do jej aplikacji potrzebna jest tylko metalowa szczotka. Ale obecność wspomnianych wyżej specjalnych maszyn przyspieszy ten proces. Za pomocą takiego zdzierania można usunąć zadziory, tlenki, zgorzelinę i ślady nalotu. Należy również pamiętać, że do wysokiej jakości obróbki konieczne jest wybranie odpowiedniej tarczy szlifierskiej.
Czyszczenie chemiczne uważa się za skuteczne w połączeniu z czyszczeniem mechanicznym. Może być wytrawiony lub pasywowany. W przypadku pierwszej opcji stosuje się specjalną kompozycję, która tworzy jednorodną warstwę, którą po pewnym czasie można usunąć mechanicznie. Następnie na materiale nie tworzy się korozja.

Podsumowanie
Istnieją 4 główne sposoby tworzenia szwów: sufit, poziom, pion i dół.
Ten ostatni jest najłatwiejszy, a pierwszy trudniejszy i jest używany tylko wtedy, gdy nie można wykonać wszystkich pozostałych.
Istnieje również kilka rodzajów trajektorii, najpopularniejsze to trójkąt i choinka.
Konieczne jest monitorowanie długości łuku, aby nie przekraczał 2-3 mm, w przeciwnym razie okaże się, że jest to małżeństwo.
Żużel po spawaniu należy oczyścić. Można to zrobić na trzy sposoby obróbki: termicznej, mechanicznej i chemicznej. Połączenie dwóch ostatnich działa najlepiej.





