4 види зварювальних швів: опис та властивості кожного

Для міцного з'єднання двох металевих листів або труб необхідно використати зварювальний шов. Розглянь, якими вони бувають, а також для яких цілей підійде кожен з них, переваги різних видів зварювання і як відбувається з'єднання двох поверхонь за допомогою електричної дуги. Читайте статтю до кінця та дізнаєтеся про етапи створення зварювального шва, і які існують види очищення від окалин.

Види зварювання, поетапна інструкція та ТБ
Існують різні способи зварювання:
- Півмісяць. Електрод розташовується під прямим або гострим кутом по відношенню до поверхні та рухається хвилеподібно за рівнем шва.
- Лісенка. Електрод необхідно розташувати так само, як у попередньому варіанті, але при нагріванні матеріалу його потрібно відсунути, а потім підносити назад.
- Назад-поступальний. Електрод треба повертати на шов, який застигає.
Півмісяць підходить для новачків і вважається найлегшим, проте не таким надійним, як решта. На другий та третій види необхідно буде витратити трохи більше часу, проте результат буде якіснішим.

Також є поетапна інструкція зварювання електродом:
- Першим етапом триває обробка місць, які у майбутньому зварюватимуться. Зачищення відбувається УШМ або щіткою із дроту.
- Далі необхідно приварити електродом 0,3 см корінь шва, роблячи валик.
- Якщо наварювати потрібно із зовнішнього боку, то електрод слід притуляти до матеріалу на 1 секунду або менше після цього прибирати та повторювати процедуру заново.
- Під час процесу слідкувати за рівномірністю дуги.
- Після цього необхідно валик очистити від шлаку, що утворився у процесі. Якщо форма вийшла опуклою, її необхідно довести до рівного стану.
- При виконанні наступних етапів слід застосовувати електрод 4 мм.

За такою інструкцією почати варити може навіть недосвідчений користувач, який тримає зварювальний апарат у руках вперше. Також при використанні системи необхідно пам'ятати про декілька правил безпеки:
- варити завжди необхідно у спеціальній масці та костюмі, що захищає від іскор;
- поряд не повинні знаходитися легкозаймисті об'єкти;
- необхідно стежити за справністю верстата (або апарату), щоб уникнути небезпечних ситуацій.
Під час зварювання також потрібно стежити, щоб шви лягали акуратно, не створюючи занадто великої опуклості, інакше потім буде важко це зчищати.

Види швів та з'єднань
Всі з'єднання в зварюванні по-своєму цікаві та оригінальні. Але головне, щоб вони були якісними та міцними. Існує кілька видів таких швів:
- Стикове. Найпоширеніша сполука для різних методів. Позитивні якості: висока продуктивність зварювання, невелика витрата матеріалу, висока міцність, немає конструктивних напруг. Але для цього шва необхідно ретельно готувати край, а також розташовувати деталі так, щоб не було похибок. Використовується для зварювання листів, труб та сортового металопрокату.
- Кутове. Бувають односторонніми та двосторонніми (таким чином збільшуючи міцність). За допомогою попередньої заготовки кромок можна робити будь-який кут нахилу. Застосовують для з'єднання листових, трубних та фасонних заготовок.
- Таврійський. На елементі, що приварюється зверху перпендикулярно нижньому, необхідно зробити обрізну кромку. Таку дію бажано робити з двох сторін, щоб після зварювання всі деталі трималися міцніше. Застосовується для з'єднання листових заготовок.
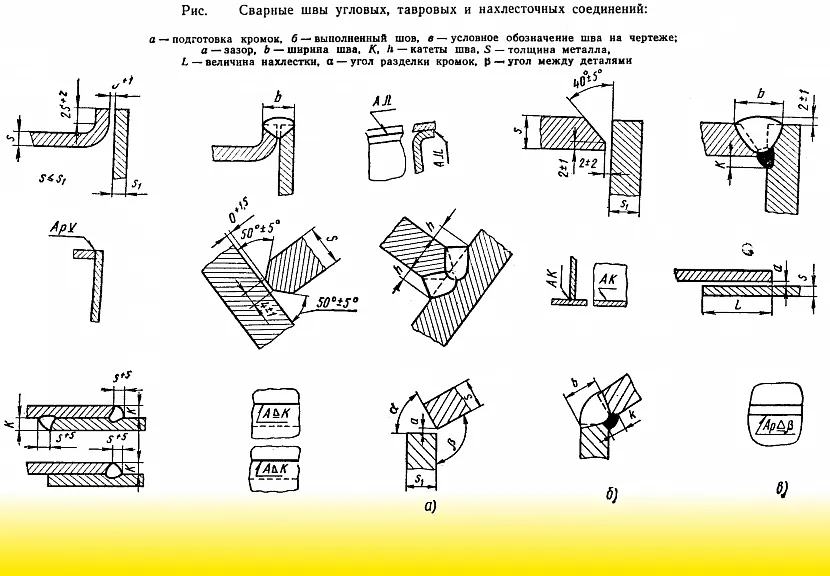
- Нахльостний. Для такого шва не потрібно робити обробку кромок, але рекомендується використовувати обрізні. Для того, щоб у майбутньому між листами не було корозії, необхідно проварити з'єднання з обох боків. Застосовують для точкового та контактного зварювання.
- Прорізний. Буває у закритому або відкритому варіанті. Застосовується за необхідності посилення нахлестанного з'єднання.
- З накладками. Також використовується для посилення стикових чи нахльосткових швів.
- Торцевий. Листи необхідно накласти один на одного та зварити по загальних торцях.
- З електрозаклепками . Верхній лист необхідно просвердлити перед використанням, потім проварити із захопленням нижньої деталі. З'єднання вважається міцним.
Також з'єднання може робити різними способами залежно від положення деталі:
- горизонтальним;
- вертикальним;
- стельовим швом;
- нижнім швом (найзручніший, тому що він легко контролюється, на відміну від інших).
Перші 3 варіанти складні і їх виконання потрібно мати досвід у роботі.

Горизонтальне зварювання
Горизонтальне зварювання можна робити у будь-якому напрямку, як зручно зварювальникові. Кут нахилу можна робити будь-який, головне – стежити, щоб ванна не йшла на нижню стінку. Щоб цього не відбувалося, необхідно прискорювати рухи і менше нагрівати метал.
Також можна скористатися ще одним способом: відривати дугу, щоб метал встигав остигати не стікав. Або знизити силу струму. Але важливо пам'ятати, що одразу всі методи використовувати не варто, необхідно їх чергувати. Горизонтальний шов можна робити різними візерунками та малюнками, головне, щоб вони були міцними.
Також є кілька рекомендацій щодо такого шва:
- електрод необхідно розташовувати трохи на шов;
- рух стрижня має йти спірально;
- дугу потрібно запалювати на нижній кромці та переводити на верхню;
- зварювальний шов зліва направо буде якіснішим.
Горизонтальне з'єднання необхідного провару можна зробити, якщо поперечно переміщати кінець електрода між місцями, що стикуються.
Корисне відео
Вертикальне з'єднання
При виконанні вертикального шва необхідно тримати кінець пристрою на близькій відстані від матеріалу. Це потрібно для того, щоб метал не розтікався під власною вагою. Якщо електрод не залипає, його можна тулити до поверхні для зручності. Поділ країв деталей залежить від товщини матеріалу (використовується від 0,5 см) та обраного методу з'єднання.
Після цього їх потрібно зафіксувати та з'єднати поперечними швами на відстані 100-200 мм. Зварювання вертикальних швів проводиться від верхнього краю деталі до нижнього та назад. Рекомендується робити шов від нижньої точки і підніматися до верхньої частини, так як він вийде міцніше, а рідка частина проштовхуватиметься вище і менше витікає. Але вертикальний шов електродуговим зварюванням краще робити вже досвідченим зварювальникам, які мають стаж.
Поетапна інструкція досить проста до застосування:
- Електрод розміщується перпендикулярно до деталі та подати на нього живлення.
- Після розплавлення на стику слід змінити кут електрода на 15-20°, при цьому трохи опустити тримач.

Проводити електрод необхідно по лінії з'єднання поперечними зигзагами. Такий шов, на думку багатьох зварювальників, вважається міцним.
Також, щоб знати, як правильно варити вертикальний шов, потрібно прислухатися до деяких порад:
- Щоб уникнути розтікання матеріалу, слід робити валик максимально тонким. Але електрод потрібно рухати не змінюючи кута нахилу.
- Ширина навару повинна відрізнятися від електрода не більше ніж удвічі.
- Цей тип з'єднання слід застосовувати на максимальній потужності інструменту.
Перед тим, як варити вертикальний шов електрозварюванням, необхідно врахувати всі нюанси вибраного методу, щоб не отримати шлюб.
Корисне відео
Вертикальне зварювання за допомогою інвертора
Після розбирання, як правильно варити вертикальний шов електрозварюванням, можна дізнатися, як варити вертикальний шов інвертором. Другий спосіб ручний, але він працює трохи за іншим принципом, з використанням електрода з зварювального дроту (плавиться). При такому методі роботи слід уважно стежити, як ведеться кінець пристрою. Якщо неправильно вибрати положення власника або кут нахилу, то вийде шлюб.
З'єднання деталей слід проводити окремими ділянками (точками), постійно прибираючи електрод і прикладаючи його назад, щоб матеріал бризками розтікався по поверхні. Таким чином шов виходить краще, ніж за допомогою звичайного апарату, тому що дуга безперервно контактуватиме з поверхню під час утворення точки.
Перед тим, як варити вертикальний шов у такий спосіб, необхідно зрозуміти принцип двох траєкторій:
- Трикутна . Зварювання застосовується, якщо товщина деталей, що з'єднуються, не більше 2 мм. Для такого методу необхідно сильно притупляти кромки. Даний метод використовується для виконання шва на кутових з'єднаннях або увігнутих поверхнях. Товщину бажано робити 0,3 см, а потужність 800-100 А.
- У вигляді ялинки та драбинки. Для зварювання виробів із зазором 0,2-0,3 см можна використовувати технологію «ялинка». Етап починається кромки у глибині зазору. Поступово вона заповнюється та утворює міцне з'єднання. Необхідно робити звивисті рухи і зупинятися в місцях кромки для того, щоб метал проплавився. Спосіб підходить для конструкція не більше 0,4 см завтовшки.
Тепер зварювальник знає, як правильно варити вертикальний шов інвертором. Але все одно для створення таких з'єднань потрібний стаж та розуміння того, як варити вручну.
Корисне відео
Стельовий шов
Тепер можна розібратися з тим, як варити стельовий шов електрозварюванням. Його потрібно на невеликій відстані від поверхні за допомогою тугоплавкого електрода. Через це на торці виникає чохол, здатний запобігти розтіканню матеріалу. У міру створення шва кінець електрода поступово видаляється, а потім наближається до дуги. Під час віддалення вона гасне, а метал твердне. Щоб знати, як варити стелю, слід ознайомитися з інформацією про те, які електроди для нього використовуються. Незважаючи на напрямок ведення шва, він має бути маленького діаметра.
При роботі зі стельовим зварюванням в корені шва спливають бульбашки газу. Через це може вийти шлюб. Її рекомендується використовувати лише за неможливого виконання нижнього шва.

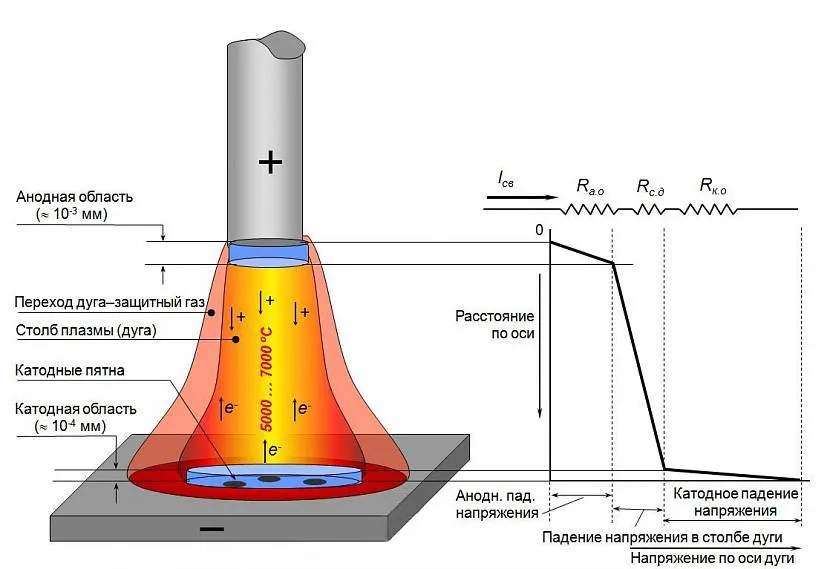
Електрична дуга
Електрична дуга – це простір, який знаходиться між поверхнею та електродом у момент максимального нагріву. Його має вистачити для появи електричного розряду. Перше, що вчаться робити зварювальники на практиці, – це її контроль. Є 3 дугові проміжки під час зварювання:
- Короткий (0,1-0,15 см). Головна відмінність цієї дуги є те, що метал погано нагрівається по ширині. На краях шва утворюється невелике заглиблення, що демонструє низьку якість.
- Довгий (0,35 – 0,6 см). Дуга періодично гасне, що відзначає також недостатнє прогрівання. Також на виході виходить шлюб.
- Нормальний (02-03 см). Варіант, що підходить для зварювальника, який тільки вчиться працювати з апаратом.
Важливо пам'ятати, що від довжини дуги залежить її напруга, і навіть з її допомогою встановлюється правильна чи ні структура шва.
Зачищення швів
Після закінчення всіх робіт необхідно зачистити зварювання від шлаку, інакше є шанс утворення корозії. Є 3 основних способи:
- Термічна обробка . Забирає з матеріалу залишкову напругу, що формується під час зварювання. Є двох видів: місцева (нагрівається чи охолоджується сам шов) та загальна (обробляється весь шов).
- Механічна обробка. Знімає з деталі залишковий шлак. Зачищений шов після цього необхідно перевірити на міцність, постукаючи молотком або плоскогубцями.
- Хімічна обробка . Наноситься особливий антикорозійний матеріал.

Для зачистки можна використовувати багато інструментів, головне правильно їх підібрати. Можна використовувати щітку по металу, спеціальну шліфувальну машинку або УШМ з абразивним колом.
Для механічної обробки найпростіший спосіб – це ручний, тому що для його застосування потрібна лише металева щітка. Але наявність спеціальних машинок, вказаних вище, прискорить процес. За допомогою такої зачистки можна прибирати задирки, оксиди, окалини та сліди втечі. Також важливо пам'ятати, що для якісної обробки потрібно правильно підібрати диск для шліфування.
Хімічна зачистка вважається ефективною, якщо поєднати її з механічною. Можна обробляти травленням чи пасивацією. Для першого варіанта використовують спеціальний склад, який формує однорідний шар, який через певний час можна прибрати механічно. На матеріалі після цього не утворюється корозія.

Висновок
Існує 4 основні способи створення швів: стельовий, горизонтальний, вертикальний і нижній.
Останній найпростіший, а перший більш важкий і застосовується лише у разі, якщо решту неможливо виконати.
Також є кілька видів траєкторій, найпопулярніші це трикутником та ялинкою.
Необхідно стежити за довжиною дуги, щоб вона не перевищувала 2-3 мм, інакше вийде шлюб.
Шлак після зварювання необхідно зачищати. Можна це зробити трьома способами обробки: термічна, механічна та хімічна. Найкраще працює суміщення останніх двох.





