Spawanie rur HDPE: metody i cechy lutowania niskociśnieniowego polietylenu

Spawanie jest popularną opcją łączenia rurociągów. Jednak technologia pracy zależy od materiału użytego do ich produkcji. W związku z szeroką dystrybucją rurociągów polietylenowych zastanowimy się, jak spawane są rury HDPE. Porozmawiajmy o głównych metodach tworzenia połączeń spawanych poszczególnych części rurociągów z PE. Przeczytaj i poznaj cechy implementacji każdej z metod. Informacje pomogą Ci nie pływać w temacie podczas komunikowania się z profesjonalistami w tej dziedzinie.

Informacje ogólne
Metoda spawania podczas łączenia rurociągów polietylenowych jest pod wieloma względami podobna do metody szeroko stosowanej w instalacji konwencjonalnych lub wzmocnionych rur polipropylenowych. W tym ostatnim przypadku proces często realizowany jest przy użyciu specjalnej lutownicy tzw. lutownicy z dyszami.
Takie narzędzie można wykorzystać do lutowania rurociągów HDPE. Należy jednak wziąć pod uwagę, że polietylen o małej gęstości silnie mięknie nawet w temperaturze +100°C. Jego wartość przy lutowaniu rur wykonanych z takiego materiału zależy od grubości ścianki produktów. Jednocześnie jest to mniej niż części polipropylenowych. Często jego maksymalna wartość to 200-220°C.
Jeśli jest 255-265 ° C, materiał po prostu popłynie. W końcu w tej temperaturze odbywa się lutowanie większości rurociągów polipropylenowych. Chociaż zdecydowana większość modeli zgrzewarek do polipropylenu jest wyposażona w regulator temperatury.
Uwaga! Lutowanie rur HDPE lutownicą do polipropylenu można wykonać tylko dla produktów o małym lub stosunkowo średnim przekroju. W końcu takie narzędzie grzewcze jest produkowane przez producentów z dyszami, których średnica wynosi zwykle 16-160 mm.
Zgrzewanie rur polietylenowych o dużej średnicy odbywa się za pomocą specjalnie zaprojektowanych zgrzewarek. Są to nieporęczne urządzenia. Dlatego właściciele domów nie nabywają własności. Zwykle, jeśli konieczne jest zainstalowanie rur z polietylenu, zwracają się do wyspecjalizowanych firm. Ponadto eksperci doskonale zdają sobie sprawę ze wszystkich cech rurociągów wykonanych z takiego materiału i technologii ich łączenia.
Podczas układania zewnętrznej komunikacji inżynierskiej konieczne jest ułożenie rurociągów, których średnica może osiągnąć 300 mm, a nawet 400 mm. Łącząc takie produkty, profesjonaliści już używają specjalnych spawarek. Jest to drogi sprzęt, który pozwala tworzyć niezawodne połączenia wysokiej jakości, nawet w przypadku łączenia rur grubościennych.
W porównaniu ze stalą polimery, w tym polietylen o małej gęstości, mają wyższe właściwości użytkowe. Warto również zauważyć, że HDPE jest jednym z rodzajów polimerów, które dobrze łączy się przez spawanie. Dlatego w przypadku takiego materiału istnieje kilka sposobów wykonywania prac spawalniczych.
Uwaga! Niskie ciśnienie to metoda wytwarzania plastiku, a nie parametr materiału. W końcu produkowany jest również polietylen o dużej gęstości. Ten rodzaj materiału jest przeznaczony do 16 lub więcej atmosfer.
Jeśli mowa o spawaniu rur polietylenowych, chodzi o lutowanie HDPE. Ten rodzaj plastiku jest często określany rosyjskim skrótem PE, a nawet angielskimi literami PE. W przypadku materiałów wysokociśnieniowych dostępne są opcje: PEHD lub HDPE.
Metody łączenia części systemu rurociągów polietylenowych
Łączenie rur PE odbywa się różnymi metodami. Pozwalają na tworzenie jednoczęściowych i odpinanych łączeń. Konkretna opcja jest wybierana z uwzględnieniem przeznaczenia systemu i jego lokalizacji.

Odłączane połączenie jest tworzone podczas budowania tymczasowych potoków. W końcu ta metoda pozwala na demontaż systemu po jego uruchomieniu. Rozłączne połączenia poszczególnych części sieci rurociągów można wykonać za pomocą stalowych kołnierzy.
Częściej podczas układania systemów powstają trwałe połączenia. Ta metoda pozwala na wykonanie spoin, które są bardzo trwałe. Metoda polega na spawaniu poszczególnych części sieci rurociągów. W tym samym czasie lutowanie doczołowe i gniazdowe zostało opracowane i jest szeroko stosowane. Każda z opcji to niezawodny i skuteczny sposób. Dzięki tym metodom możliwe jest uzyskanie monolitycznego połączenia pomiędzy dwoma elementami systemu. Dlatego każde takie połączenie ma wysoką wytrzymałość.
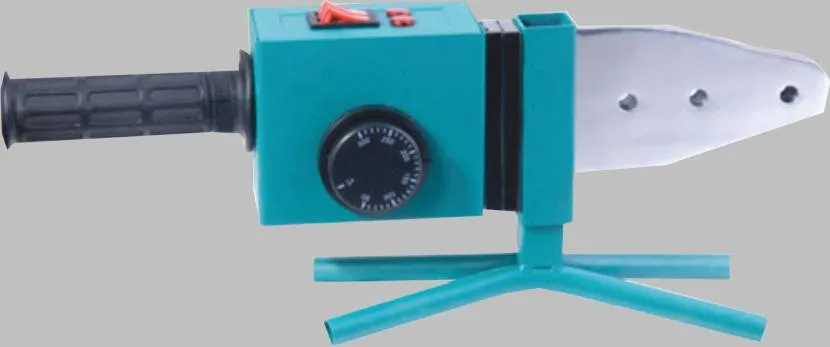
Metoda 1 - metoda spawania kielichowego za pomocą kształtek i złączek
Aby zrealizować tę opcję do lutowania elementów rurociągów wykonanych z polietylenu, stosuje się specjalną lutownicę. Producenci produkują to urządzenie z zestawem dysz. Ich średnica odpowiada standardowym wymiarom rur HDPE.

Procesowi spawania zwykle towarzyszy stosowanie okuć. Produkty te obejmują różne kątowniki, złączki, trójniki, produkowane w różnych standardowych średnicach. Wszystkie takie części są elementami łączącymi. Są przyspawane do końców prostych odcinków rur.
Konstrukcja lutownicy do rur polietylenowych zawiera elementy metalowe, które nagrzewają się podczas pracy urządzenia. To oni podgrzewają połączone produkty HDPE.
Wewnętrzna powierzchnia oprawy jest ogrzewana przez trzpień. Zewnętrzna część rury PE ogrzewana jest tuleją. Do niego wkładany jest prosty odcinek systemu rurociągów. Tuleja wraz z trzpieniem nakładana jest na lutownicę. W urządzeniu są do tego dziury.
Za pomocą specjalnej lutownicy rury polietylenowe są często lutowane wewnątrz i na zewnątrz prywatnego domu. Zazwyczaj do jego przeprowadzenia zapraszani są eksperci. W końcu nie każdy właściciel domu zna wszystkie lub przynajmniej część niuansów spawania elementów rurociągów z polietylenu.

Przed procesem spawania zawsze przeprowadza się szereg prac przygotowawczych. Wymagane są następujące operacje:
- Rury są przycinane na wymaganą długość nożyczkami w specjalnej konstrukcji. Po ich użyciu powinieneś uzyskać cięcie ściśle prostopadłe do osi produktu.
- Końcowe części łączonych części są oczyszczone z wszelkich obcych cząstek.
- Końce rur systemu, które w tej chwili nie są zaangażowane w proces spawania, zamykane są zaślepkami o odpowiedniej wielkości. Dzięki temu rozgrzane części rurociągów nie będą się dłużej stygły i zapobiegnie zanieczyszczeniu ich wewnętrznych wnęk.
- Powierzchnie grzewcze sprzętu lutowniczego są oczyszczane z wszelkich zanieczyszczeń, w tym z cząstek plastiku, które często pozostają na takich częściach aparatu po jego użyciu.
Po wykonaniu wszystkich czynności przygotowawczych rura HDPE jest lutowana w celu zaopatrzenia w wodę lub komunikacji w innych celach. Jednak najczęściej instalacja rurociągów polietylenowych odbywa się podczas tworzenia systemów, przez które woda ze źródła przedostaje się do domu.

Sam proces lutowania przebiega w następujący sposób:
- Części sprzętu lutowniczego są podgrzewane do wymaganej wartości temperatury. Wymagany stopień nagrzania określa specjalny wskaźnik na urządzeniu. Po osiągnięciu ustawionej temperatury może zabrzmieć sygnał dźwiękowy.
- Prosty odcinek jest umieszczony w rękawie. Jego wkładanie odbywa się aż do zatrzymania. W tym przypadku okucie jest również całkowicie nakładane na rozgrzany trzpień. Najczęściej do połączenia części rurociągów i elementów wyposażenia wymagany jest pewien wysiłek.
Uwaga! Po włożeniu rury do ogrzewanej dyszy tworzy się na niej rolka stopionego polietylenu. Materiał jest wytłaczany bezpośrednio przez gorący rękaw.
- Ogrzewaną kształtkę nakłada się na ogrzewaną rurę. W tym przypadku obie części są połączone z pierścieniowym wałkiem, który powstał na prostym elemencie podczas jego nagrzewania. Jest to swego rodzaju wskazówka, która pozwala wykluczyć ściskanie połączenia. W przeciwnym razie obszar przepływu komunikacji inżynierskiej może się zmniejszyć na styku dwóch części.

Pod koniec całego procesu czekają, aż połączenie się ochłodzi. W tym okresie zapewnione jest całkowite unieruchomienie stawu. Właśnie w tej kolejności prawidłowe spawanie rur PE odbywa się metodą kielichową.
Podczas wdrażania tej metody nie jest wymagany duży wysiłek. Jednak przy spawaniu gniazdowym specjaliści zawsze biorą pod uwagę standardowe okresy nagrzewania części. Czas nagrzewania rur i kształtek zależy od ich średnicy. Na czas trwania wpływa również grubość ścianek produktów z polietylenu.
Ponadto dwie łączone części nigdy nie są kruszone. Powodem tego jest nie tylko możliwość zawężenia przekroju komunikacji, ale także zmniejszenie wytrzymałości złącza.
Uwaga! Aby nie przenosić rury podczas jej wkładania do ogrzewanej tulei, wcześniej zaznacza się na niej głębokość wolnej przestrzeni w kształtce.

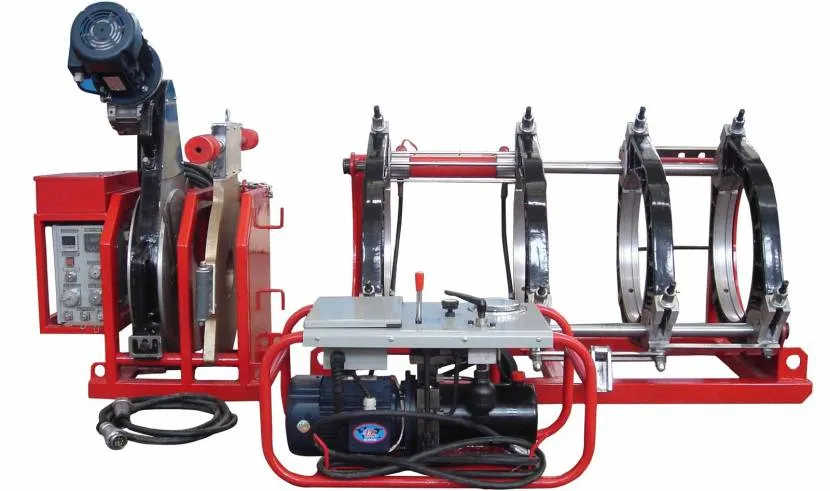
Metoda 2 - zgrzewanie doczołowe
Przy wdrażaniu tej metody stosuje się specjalną zgrzewarkę do zgrzewania rur polietylenowych. Sama metoda służy do łączenia części wykonanych wyłącznie z polietylenu niskociśnieniowego. Jest to metoda uniwersalna, ponieważ ta opcja pozwala nie naruszać elastyczności całego systemu rurociągów, niezależnie od jego długości. Jednocześnie instalację komunikacji inżynierskiej wykonanej z polietylenu można przeprowadzić w ziemi lub na jej powierzchni.
Zgrzewanie doczołowe rur HDPE jest procesem dość skomplikowanym z technologicznego punktu widzenia. Musi być wykonany przez doświadczonego mistrza. Dokowanie tą metodą odbywa się etapami i ściśle w określonej kolejności:
- Końce rur są umieszczane w centralizatorze specjalnego sprzętu do spawania.
- Produkty rurowe są najpierw wyrównywane, a następnie bezpiecznie mocowane w zgrzewarce.
- Brud, cząsteczki tłuszczu, kurz i inne obce zanieczyszczenia, w tym różne warstwy, są usuwane z połączonych końców rur. Czyszczenie odbywa się za pomocą bawełnianej szmatki zwilżonej alkoholem.

- Końce łączonych produktów są obrabiane za pomocą trymera, który jest specjalnym urządzeniem przeznaczonym do usuwania niewielkiej warstwy polietylenu. Urządzenie jest używane do pojawienia się jednolitego chipa, którego grubość nie powinna przekraczać 0,5 mm.
- Przetworzone części systemu rurociągów są usuwane ze specjalnego sprzętu w celu sprawdzenia równoległości ich końców. Proces ten jest wykonywany na oko i ręcznie po połączeniu dwóch części. Jeśli między rurami zostanie znaleziona znaczna szczelina, powierzchnie końcowe są ponownie wyrównane za pomocą specjalnego urządzenia.
- Końce przyciętych detali podgrzewane są przez specjalnie do tego celu zaprojektowany element grzejny urządzenia spawalniczego. Powierzchnia tej części aparatu wyróżnia się obecnością warstwy nieprzywierającej.
- Zgrzewanie doczołowe rur PE odbywa się, gdy tylko ich końce zaczynają się trochę topić w kontakcie z elementem grzejnym, który jest natychmiast usuwany. Następnie końce są zamknięte.

Ważny! Ciśnienie, z jakim dwie rury są dociskane do siebie, należy zwiększać, aż powstanie mocne połączenie. Następnie dwie części systemu rurociągów, które mają zostać połączone, pozostawia się nieruchomo na co najmniej 5 minut, aby szew między nimi całkowicie stwardniał.
- Jakość utworzonego połączenia sprawdzana jest wizualnie. Szacuje się wyrównanie łączonych rur. W takim przypadku wytrzymałość spoiny jest koniecznie sprawdzana.
Ważny! Przed lutowaniem rur HDPE zawsze wykonywane są prace przygotowawcze. Wykonywane są ze szczególną starannością, ponieważ od ich jakości zależeć będzie niezawodność i wytrzymałość wykonywanego połączenia.
Połączenie elementów rurociągu od końca do końca odbywa się poprzez utworzenie tylko jednego szwu. W przeciwnym razie nie będzie możliwe przeprowadzenie wysokiej jakości procesu spawania. Połączenie nie będzie miało wymaganej wytrzymałości.
Przydatne wideo
Metoda 3 - opcja zgrzewania elektrooporowego
Ta metoda różni się od metody lutowania rur HDPE za pomocą lutownicy. Ta opcja polega na zastosowaniu nie prostych okuć, ale złączy elektrycznych. Metoda jest specjalnie zaprojektowana do łączenia prostych odcinków systemu rurociągów polietylenowych.
Elektrosprzęgło to specjalna oprawa. W swojej konstrukcji ma wbudowane elementy grzejne. Producenci produkują również elementy łączące w postaci trójników oraz w innych wersjach, z których każda wyposażona jest w spirale do mocnego nagrzewania polietylenu.
Uwaga! Tworzywo, z którego wykonano złączkę, bardzo się nagrzewa, a nawet prostuje, co pozwala na połączenie go z polimerem rury. Rezultatem jest struktura o strukturze monolitycznej.
Złącza elektryczne to dość drogie okucia. Koszt takich części do rurociągów może wynosić 100 000 rubli. lub nawet więcej, jeśli system ma znaczną średnicę. To stwierdzenie dotyczy kształtek, których przekrój przekracza 600 mm. Jednak lutowanie rury HDPE o dużej średnicy jest rzadko wykonywane na terytorium z prywatnym domem.

Istotną zaletą stosowania złączy elektrycznych jest brak błysku, który powstaje podczas lutowania w inny sposób. Dlatego przepustowość komunikacji inżynierskiej nie jest zmniejszona.
Uwaga! Burr to stopiony polietylen, który po połączeniu dwóch części systemu rurociągów twardnieje i tworzy smugi. Na zewnątrz usuwa się je dość łatwo, ale wewnątrz rur pozbycie się ich jest trudne lub wręcz niemożliwe. Wycieki mogą spowodować zmniejszenie przepustowości komunikacji.
Rury polietylenowe łączy się przez spawanie i za pomocą złącza elektrycznego w następującej kolejności:
- Przygotowywany jest odcinek rury o wymaganej długości, który zostanie podłączony do komunikacji polietylenowej.
- Miejsca do spawania na rurach iw złączu elektrycznym są oczyszczone z gruzu i brudu, a także oczyszczone z warstwy utlenionej.
- Na łączonych rurach zaznaczono miejsca, które pozwalają kontrolować głębokość podczas ich wkładania w złączkę elektryczną.
- Otwarte końce systemu rurociągów są zamykane zaślepkami, aby zapobiec przyspieszonemu schłodzeniu miejsca spawania.
- Szczegóły są połączone w jedną całość.

- Spawarka jest podłączona dwoma przewodami do złącza elektrycznego.
- Proces zgrzewania rozpoczyna się poprzez naciśnięcie specjalnego przycisku na urządzeniu.
- Czas oczekiwania na zakończenie spawania. Zależy to od wymiarów łączonych części.
Uwaga! Po wyznaczonym czasie większość modeli automatycznie się wyłącza.
Po zakończeniu procesu zgrzewania podgrzany i stopiony polietylen zestala się przez co najmniej 1 godzinę. Dopiero po tym czasie materiał zyska siłę, a rurociąg będzie mógł być używany zgodnie z jego przeznaczeniem.
Przydatne wideo
Przy wykonywaniu zgrzewania elektrooporowego lub zgrzewania doczołowego rur polietylenowych ważne jest zapewnienie bezruchu części zarówno w trakcie procesu, jak i po jego zakończeniu przez standardowy czas. Tylko pod tym warunkiem możliwe będzie stworzenie połączenia o wysokiej wytrzymałości.
Uwaga! Jakość połączenia zależy od grubości wałka. Ten rozmiar powinien wynosić od 1/3 do 1/2 grubości ścianki rury. W takim przypadku rolka musi zakryć wcześniej wykonany znak na powierzchni rurociągu, co umożliwiło kontrolę głębokości założenia złączki lub innej złączki. Ponadto łączone rury nie powinny być przesunięte względem siebie. Jeżeli jednak taka sytuacja wystąpiła, to wielkość przesunięcia nie może przekraczać 10% grubości ścianek łączonych elementów.
Przydatne wideo
Wybór metody spawania
Warunki pracy wpływają na sposób wykonywania lutowania podczas łączenia poszczególnych elementów systemów rurociągów polietylenowych. Odpowiednia opcja jest wybierana z uwzględnieniem zalet i wad konkretnej metody. Pod uwagę brane są również inne czynniki, które mają duże znaczenie.
Tak więc, jeśli konieczne jest stworzenie najbardziej elastycznego systemu rurociągów, wykonuje się zgrzewanie doczołowe rur polietylenowych. Ta opcja wyeliminuje tworzenie oddzielnych twardych sekcji. Ta metoda jest również ekonomiczna i najprostsza w wykonaniu.
Metoda elektrooporowa jest najdroższą metodą. Dobrze nadaje się do trudno dostępnych miejsc, jeśli przestrzeń wokół rurociągu jest bardzo ograniczona. Kolejną zaletą tej opcji jest wysoka produktywność. Zapewnia wymaganą jakość połączenia, którego nigdy nie trzeba przerabiać.

Uwaga! W wielu domkach letniskowych wykonuje się rozłączne połączenie rur HDPE. Ta opcja łączenia produktów z polietylenu jest stosowana, gdy na przykład tworzony jest tymczasowy system nawadniania niektórych łóżek. Ta metoda jest również stosowana, gdy potrzebujesz szybko wykonać jednorazową pracę.
Metoda spawania kielichowego, gdy do rozgałęzienia systemu wykorzystuje się dodatkowo proste złączki lub inne kształtki, sprawdza się w przypadkach, w których konieczne jest połączenie poszczególnych elementów komunikacyjnych w trudno dostępnych miejscach. W tych obszarach niemożliwe będzie wdrożenie metody doczołowej. W wielu przypadkach specjalny sprzęt nawet nie zmieści się w takich miejscach. Ponadto w tych punktach układu prawie zawsze niemożliwe jest osiowe przemieszczenie spawanych części. Dlatego jedyną opcją jest użycie specjalnej lutownicy.
Przydatne wideo
Podsumowanie
Spawanie polietylenu podczas łączenia poszczególnych elementów systemów rurociągowych można wykonać za pomocą lutownicy do polipropylenu. Służy jednak do łączenia rur o małej średnicy. Często nawet używany w obszarach nieodpowiedzialnych.
Lepsze spawanie jest wykonywane przez sprzęt, który umożliwia łączenie rur na styk. Są one umieszczane w centralizatorze, wyrównywane, mocowane, podgrzewane i łączone pod ciśnieniem.
Jeszcze bardziej zaawansowane technologicznie metody to zastosowanie sprzęgieł elektrycznych. Wyróżniają się obecnością wbudowanych elementów grzejnych, które topią polietylen po podłączeniu do urządzenia.
Niezależnie od metody, połączone części systemów rurowych są najpierw oczyszczane z wszelkich zabrudzeń. W razie potrzeby ich końce są cięte ściśle prostopadle do osi podłużnej.





