Зварювання ПНД труб: способи та особливості паяння поліетилену низького тиску

Зварювання – найпопулярніший варіант з'єднання трубопроводів. Однак технологія проведення робіт залежить від матеріалу, застосованого для виготовлення. У зв'язку з поширенням поліетиленових трубопроводів розглянемо, як здійснюється зварювання ПНД труб. Розкажемо про основні методи створення зварних з'єднань окремих частин трубопроводів із ПЕ. Читайте та дізнаєтеся про особливості виконання кожного із способів. Інформація допоможе не плавати у темі при спілкуванні з професіоналами у цій галузі.

Загальні відомості
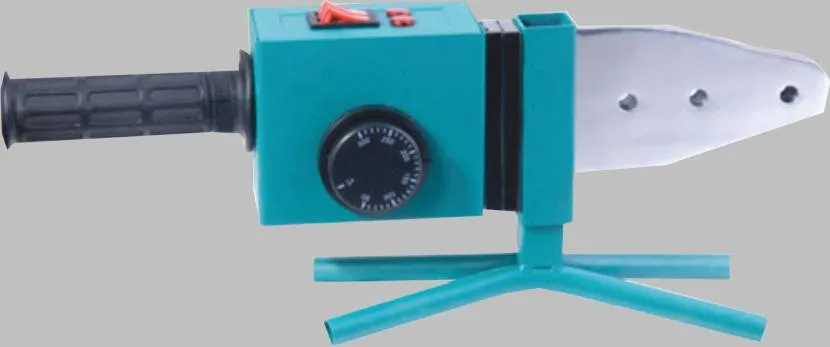
Метод проведення зварювальних робіт під час з'єднання поліетиленових трубопроводів багато в чому схожий на спосіб, який широко використовується при монтажі звичайних або посилених поліпропіленових труб. В останньому випадку процес часто здійснюється за допомогою спеціального паяльника, так званої праски з насадками.
Такий інструмент може бути використаний для паяння ПНД трубопроводів. Однак слід враховувати, що поліетилен низького тиску сильно розм'якшується вже за температури +100°C. Її значення для паяння труб із такого матеріалу залежить від товщини стінок виробів. При цьому вона менша, ніж у поліпропіленових деталей. Часто її максимальна величина дорівнює 200-220°C.
Якщо ж вона становитиме 255-265 ° C, тоді матеріал просто потече. Адже саме за такої температури здійснюється пайка більшості поліпропіленових трубопроводів. Хоча переважна частина моделей апаратів для зварювання поліпропілену оснащується температурним регулятором.
На замітку! Паяння ПНД труб паяльником для поліпропілену може бути виконане лише для виробів з невеликим або відносно середнім перерізом. Адже такий нагрівальний інструмент випускається виробниками з насадками діаметр яких зазвичай становить 16-160мм.
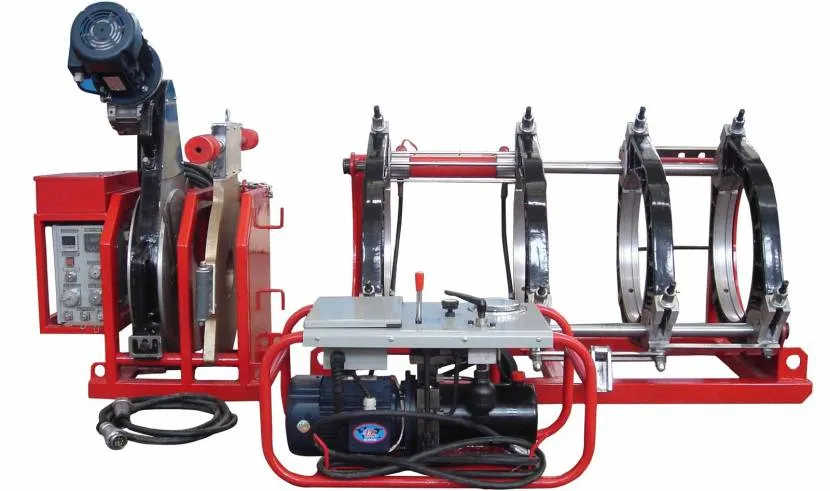
Зварювання поліетиленових труб великого діаметра здійснюється спеціально розробленими зварювальними апаратами. Вони є громіздким обладнанням. Тому його домовласники не купують у власність. Зазвичай при необхідності монтажу труб із поліетилену звертаються до спеціалізованих компаній. Тим більше, фахівці чудово знають всі особливості трубопроводів з такого матеріалу і технологію їх з'єднання.
Під час облаштування зовнішніх інженерних комунікацій доводиться прокладати трубопроводи діаметр яких може досягати 300мм або навіть 400мм. При з'єднанні таких виробів фахівці вже використовують спеціальні зварювальні машини. Це дороге обладнання, що дозволяє створювати надійні високоякісні з'єднання, навіть якщо стикуються труби товстостінні.
Порівняно зі сталлю у полімерів, включаючи поліетилен низького тиску, вищі експлуатаційні характеристики. Варто також відзначити, що ПНД є одним із видів полімерів, який добре з'єднується саме зварюванням. Тому для такого матеріалу є кілька способів виконання зварювальних робіт.
На замітку! Низький тиск – це спосіб виготовлення пластмаси, а не параметр матеріалу. Адже ще виробляється поліетилен високого тиску. Такий різновид матеріалу розрахований на 16 або навіть більше атмосфер.
Якщо згадується зварювання поліетиленових труб, тоді мають на увазі паяння саме ПНД. Цей різновид пластмаси часто позначається російською абревіатурою ПЕ і навіть англійськими літерами PE. Для високого тиску використовуються варіанти: PEHD або HDPE.
Способи з'єднання частин трубопровідної системи з поліетилену
З'єднання труб із ПЕ виконується різними методами. Вони дозволяють створити нероз'ємні та роз'ємні стики. Конкретний варіант вибирається з урахуванням призначення системи та її розташування.

Роз'ємне з'єднання створюється, коли виконується будівництво тимчасових трубопроводів. Адже цей метод дозволяє розібрати систему після її експлуатації. Роз'ємні з'єднання окремих частин трубопровідної мережі можуть бути виконані при використанні фланців зі сталі.
Найчастіше під час прокладання систем створюються нероз'ємні з'єднання. Цей спосіб дозволяє виконувати стики, що відрізняються високою міцністю. Метод передбачає зварювання окремих частин трубопровідних мереж. При цьому розроблена і широко застосовується стикова та муфтова пайка. Кожен з варіантів є надійним і ефективним способом. Завдяки цим методам вдається отримати монолітний стик між двома елементами системи. Тому кожна така сполука має високу міцність.
Спосіб 1 – розтрубний метод зварювання з використанням фітингів та муфт
Для реалізації цього варіанта паяння трубопровідних елементів із поліетилену використовується спеціальний паяльник. Виробники цей пристрій виготовляють із комплектом насадок. Їхній діаметр відповідає стандартним розмірам труб ПНД.

Зварювальний процес зазвичай супроводжується використанням фітингів. До цих виробів належать різні куточки, муфти, трійники, які виготовляються з різними стандартними діаметрами. Всі такі деталі є сполучними елементами. Вони приварюються до торців прямих трубних ділянок.
До складу конструкції паяльника для поліетиленових труб входять металеві елементи, які під час роботи пристрою нагріваються. Саме вони розігрівають вироби, що з'єднуються з ПНД.
Внутрішня поверхня фітинга нагрівається дорном. Зовнішня частина труби ПЕ розігрівається гільзою. Саме до неї вставляють прямолінійну ділянку трубопровідної системи. Гільза разом із дорном розміщуються на паяльнику. Для цього у пристрої є отвори.
За допомогою спеціального паяльника часто виконується паяння поліетиленових труб усередині та зовні приватного будинку. Зазвичай для її проведення запрошують спеціалістів. Адже не кожен домовласник знайомий з усіма чи хоча б частиною нюансів зварювання трубопровідних елементів із поліетилену.

Перед зварювальним процесом завжди здійснюється ціла низка підготовчих робіт. Обов'язково проводяться такі операції:
- Труби підрізають до необхідної довжини ножицями у спеціальному виконанні. Після їх використання повинен вийти зріз, який суворо перпендикулярний до осі виробу.
- Торцеві частини деталей, що з'єднуються, очищаються від будь-яких сторонніх частинок.
- Кінці труб системи, які не беруть участь у процесі зварювання, закриваються заглушками відповідного розміру. Це дозволить довше не остигати нагрітим частинам трубопроводів і запобігти забрудненню їх внутрішніх порожнин.
- Поверхні паяльного обладнання, що нагрівають, очищаються від усіх забруднень, включаючи частинки пластмаси, які часто залишаються на таких деталях апарату після його використання.
Після всіх підготовчих заходів проводиться пайка труби ПНД для водопроводу чи комунікації іншого призначення. Однак найчастіше монтаж поліетиленових трубопроводів виконується під час створення систем, якими вода з джерела переміщається до будинку.

Сам процес паяння здійснюється так:
- Деталі паяльного обладнання нагріваються до необхідного значення температури. Потрібний ступінь нагрівання визначається за спеціальним індикатором на пристрої. Коли буде досягнуто встановленої температури, може пролунати звуковий сигнал.
- Пряма ділянка розміщується у гільзі. Його вставка здійснюється до упору. При цьому фітінг також повністю надівається на розігрітий дорн. Найчастіше для з'єднання деталей трубопроводу та елементів обладнання потрібно докласти деяких зусиль.
На замітку! Коли труба вставляється в розігріту насадку, утворюється на ній валик з розплавленого поліетилену. Матеріал видавлюється безпосередньо гарячою гільзою.
- Нагрітий фітинг одягається на розігріту трубу. При цьому дві деталі з'єднуються до кільцевого валика, який утворився прямому елементі під час його розігріву. Він є своєрідним орієнтиром, що дозволяє виключити перетискання з'єднання. Інакше може зменшитися прохідний переріз інженерної комунікації у місці стикування двох деталей.

На завершення всього процесу чекають, коли з'єднання охолоне. Під час цього періоду забезпечують повну нерухомість стику. Саме в такій послідовності здійснюється правильне зварювання ПЕ труб розтрубним способом.
Під час реалізації цього не потрібно прикладати великих зусиль. Однак при муфтовому зварюванні фахівці завжди враховують нормативні періоди нагрівання деталей. Час розігріву труб та фітингів залежить від їх діаметра. На тривалість впливає товщина стінок поліетиленових виробів.
Крім того, ніколи не передавлюють дві деталі, що з'єднуються. Причиною цього є можливість звуження перерізу комунікації, а й зменшення міцності стику.
На замітку! Щоб трубу не передавити під час її вставки в розігріту гільзу, на ній зазначають глибину вільного простору у фітингу.

Спосіб 2 - зварювання встик
При реалізації цього методу використовується спеціальний зварювальний апарат для зварювання поліетиленових труб. Сам спосіб застосовується для з'єднання деталей, виготовлених з поліетилену низького тиску. Це універсальний метод, тому що цей варіант дозволяє не порушувати гнучкість усієї трубопровідної системи незалежно від її довжини. При цьому монтаж інженерної комунікації з поліетилену може здійснюватися на землі або на її поверхні.
Зварювання ПНД труб у стик – це досить складний процес із технологічної точки зору. Його має виконувати досвідчений майстер. Стикування таким методом проводиться поетапно та строго в конкретній послідовності:
- Кінці труб розміщуються у центраторі спеціального обладнання для зварювання.
- Трубопровідні вироби спочатку вирівнюються, а потім надійно фіксуються у зварювальному апараті.
- З кінців труб, що з'єднуються, видаляється бруд, частинки жиру, пил і інше стороннє сміття, включаючи різні нашарування. Очищення виконується при використанні бавовняного матеріалу, який попередньо змочується спиртом.

- Кінці стикуваних виробів обробляються торцюванням, що є спеціальним пристроєм, призначеним для зняття невеликого шару поліетилену. Пристосування використовується, доки з'явиться рівномірна стружка, товщина якої має бути трохи більше 0,5мм.
- Оброблені частини трубопровідної системи витягуються із спеціального обладнання для перевірки паралельності їх торців. Цей процес здійснюється на око та рукою після з'єднання двох деталей. Якщо між трубами виявляється значний зазор, здійснюється повторне вирівнювання торцевих поверхонь при використанні спеціального пристрою.
- Кінці отторцованных заготовок розігріваються спеціально призначеним цієї мети нагрівальним елементом зварювального устаткування. Поверхня цієї деталі апарату відрізняється наявністю антипригарного шару.
- Здійснюється зварювання ПЕ труб встик, як тільки їх кінці почнуть трохи оплавлятися при зіткненні з нагрівальним елементом, який відразу ж забирається. Після цього торці замикають.

Важливо! Тиск, з яким притискаються дві труби одна до одної, обов'язково підвищують, доки не утвориться міцне з'єднання. Після цього дві частини, що стикуються трубопровідної системи залишають у нерухомому стані мінімум на 5 хвилин, щоб шов між ними повністю затвердів.
- Перевіряється якість створеного з'єднання візуального огляду. Оцінюється співвісність зістикованих труб. У цьому обов'язково перевіряється міцність зварного шва.
Важливо! Перед тим, як паяти труби ПНД завжди проводяться підготовчі роботи. Вони здійснюються з особливою ретельністю, тому що від їх якості залежатиме надійність і характеристика міцності виконуваного стику.
З'єднання трубопровідних елементів встик проводиться створенням виключно одного шва. Інакше не вдасться якісно здійснити зварювальний процес. Стик не матиме необхідної міцності.
Корисне відео
Спосіб 3 – електромуфтовий варіант зварювання
Цей метод відрізняється від способу, коли виконується паяння ПНД труб паяльником. Даний варіант має на увазі використання не простих фітингів, а електромуфт. Спосіб спеціально розроблений для з'єднання прямолінійних відрізків трубопровідної системи з поліетилену.
Електромуфта – це спеціальний фітинг. Він у своїй конструкції має заставні нагрівальні елементи. Виробники також випускають сполучні елементи у вигляді трійників та в іншому виконанні, кожен із яких оснащений спіралями для сильного розігріву поліетилену.
На замітку! Пластмаса, з якої виготовлена муфта, сильно нагрівається і навіть розправляється, що дозволяє з'єднатися з полімером труби. В результаті утворюється конструкція з монолітною структурою.
Електромуфти це досить дорогі фітинги. Вартість таких деталей для трубопроводів може становити 100 000 руб. або навіть більше, якщо система має суттєвий діаметр. Це твердження є актуальним для фітингів, у яких розмір перерізу перевищує 600мм. Однак паяння труби ПНД великого діаметру рідко виконується на території із приватним будинком.

Істотною перевагою використання електромуфта є відсутність грата, який утворюється при виконанні паяння іншими способами. Тому інженерна комунікація не знижує пропускну здатність.
На замітку! Грат – це розплавлений поліетилен, який після з'єднання двох частин трубопровідної системи застигає та утворює патьоки. Зовні вони видаляються досить легко, а от усередині труб їх позбутися складно або навіть неможливо. Потеки можуть спричинити зменшення пропускної спроможності комунікації.
Поліетиленові труби з'єднуються за допомогою зварювання та використання електромуфти в наступній послідовності:
- Підготовляється відрізок труби потрібної довжини, який приєднуватиметься до комунікації з поліетилену.
- Зварювані місця на трубах і в електромуфті очищаються від сміття і бруду, а також зачищаються для видалення шару, що окислився.
- На трубах, що з'єднуються, відзначають місця, що дозволяють контролювати глибину під час їх вставки в електромуфту.
- Відкриті кінці трубопровідної системи закриваються заглушками, щоб запобігти прискореному охолодженню місця зварювання.
- Деталі з'єднуються у єдиний вузол.

- Зварювальний апарат приєднується двома проводами до електромуфти.
- Запускається процес зварювання шляхом натискання спеціальної кнопки обладнання.
- Очікується час, доки не завершиться зварювання. Воно залежить від розмірів деталей, що з'єднуються.
На замітку! Після закінчення відведеного часу більшість моделей автоматично вимикаються.
По завершенні зварювального процесу розігрітий та розплавлений поліетилен застигатиме мінімум 1 годину. Тільки після цього часу матеріал набере міцність, і трубопровід можна використовувати за призначенням.
Корисне відео
Коли виконується електромуфтове чи стикове зварювання поліетиленових труб, важливо забезпечити нерухомість деталей як під час процесу, так і після його завершення протягом нормативного часу. Тільки при дотриманні цієї умови вдасться створити міцне з'єднання.
На замітку! Якість стику визначається за товщиною валика. Цей розмір повинен становити від 1/3 до 1/2 товщини стінки труби. При цьому валик зобов'язаний перекривати попередньо зроблену позначку на поверхні трубопроводу, яка дозволяла контролювати глибину надягання муфти або іншого фітингу. Крім того, труби, що стикуються, не повинні мати зміщення відносно один одного. Якщо ж виникла така ситуація, тоді величина зсуву повинна не перевищувати 10% від товщини стінок елементів, що з'єднуються.
Корисне відео
Вибір методу зварювання
Умови проведення робіт впливають спосіб виконання паяння під час з'єднання окремих елементів трубопровідних систем з поліетилену. Відповідний варіант вибирається з урахуванням плюсів і мінусів конкретного способу. Приймаються до уваги також інші чинники, які мають чимале значення.
Так, при необхідності створити максимально гнучку трубопровідну систему виконується зварювання поліетиленових труб встик. Такий варіант дозволить унеможливити формування окремих жорстких ділянок. Цей спосіб також відрізняється економічністю та найпростішим виконанням.
Електромуфтовий метод - це найдорожчий спосіб. Він добре підходить для важкодоступних місць, якщо навколо трубопроводу дуже обмежений простір. Іншим достоїнством цього варіанта є його висока технологічність. Вона забезпечує необхідну якість з'єднання, яке ніколи не доводиться переробляти.

На замітку! Багато дачних ділянках виконується роз'ємне з'єднання ПНД труб. Цей варіант стикування поліетиленових виробів застосовується, якщо створюється, наприклад, тимчасова система поливу певних грядок. Цей спосіб також використовується, коли потрібно швидко виконати одноразову роботу.
Розтрубний метод зварювання, коли додатково використовуються прості муфти або інші фітинги для розгалуження системи, підходить для тих випадків, коли потрібно з'єднати окремі елементи комунікації у важкодоступних місцях. На цих ділянках неможливо буде реалізувати стиковий спосіб. У багатьох випадках у таких місцях навіть не поміститься спеціальне обладнання. Крім того, в цих точках системи практично завжди неможливо виконати осьове зміщення деталей, що зварюються. Тому єдиним варіантом залишається використання спеціального паяльника.
Корисне відео
Висновок
Зварювання поліетилену під час з'єднання окремих елементів трубопровідних систем може бути виконане під час використання паяльника для поліпропілену. Однак він застосовується для стикування невеликого діаметру труб. Часто навіть використовують на невідповідальних ділянках.
Більше якісне зварювання виконується обладнанням, що дозволяє з'єднати труби встик. Вони розміщуються в центраторі, вирівнюються, закріплюються, нагріваються та стикуються під тиском.
Ще високотехнологічним методам є застосування електромуфт. Вони відрізняються наявністю вбудованих нагрівальних елементів, які розплавляють поліетилен після підключення до обладнання.
Незалежно від методу деталі, що з'єднуються трубопровідні системи спочатку очищаються від будь-якого бруду. При необхідності їх торці обрізаються строго перпендикулярно до поздовжньої осі.





