Technologia lutowania rur polipropylenowych: przygotowanie i obróbka
Spawanie rurociągów polipropylenowych odbywa się podczas układania systemów grzewczych, kanalizacyjnych, wodociągowych, a także podczas naprawy lub modernizacji istniejącego rurociągu. Przy łączeniu elementów zapewnione jest mocne połączenie, szczelność i bezpieczna eksploatacja rurociągu przez długi czas. Lutowanie rur polipropylenowych odbywa się za pomocą lutownicy. Narzędzie jest również nazywane spawaniem lub żelazkiem do rur polipropylenowych.
Treść artykułu [ukrywać] [pokazywać]
- Technologia lutowania
- Trudność spawania
- Jak wykonać lutowanie dyfuzyjne
- Przygotowanie do spawania
- Przygotowanie sprzętu
- Przygotowanie rur do spawania
- Podgrzewanie polipropylenu
- Funkcje lutowania
- Testy chłodzenia i szczelności
- Błędy podczas lutowania
- Jak zmniejszyć prawdopodobieństwo zawarcia małżeństwa?
- Wniosek
Technologia lutowania
Polipropylen staje się miękki po podgrzaniu, przypominając w konsystencji plastelinę. Cząsteczki płynnego materiału wzajemnie przenikają do sąsiedniej części. Po schłodzeniu twardnieje, staje się odporny na rozerwanie. Schłodzony szew nie ustępuje materiałowi bazowemu pod względem parametrów technicznych. Aby zapewnić jakość połączenia, zaleca się spełnienie następujących warunków:
- polipropylen jest podgrzewany przez urządzenie do stanu lepkiej płynności, zgodnie z instrukcjami zawartymi w instrukcji urządzenia;
- lutuj produkty z tego samego materiału, nie łącz części wykonanych z polipropylenu o różnych oznaczeniach, siła połączenia zostanie zerwana;
- łączenie końców i kształtek odbywa się ciasno, unikając szczelin, zniekształceń, dokładne dopasowanie zapewnia szlifowanie przyciętej krawędzi rur papierem ściernym;
- polipropylen szybko twardnieje, wyrównanie możliwe jest w ciągu kilku sekund, po utwardzeniu nie da się usunąć wady.

Dzięki termoplastycznym właściwościom polipropylenu zapewnione jest niezawodne łączenie elementów. Mocny szew uzyskuje się tylko wtedy, gdy przestrzegana jest technologia spawania i wybrane są materiały wysokiej jakości. Zastanów się poniżej, jak lutować rury polipropylenowe. W urządzeniach obsługujących instalację kilku dysz rękaw można zamontować w dogodnej pozycji. Lokalizacja wkładu grzejnego nie wpływa na jakość ogrzewania.
Trudność spawania
Montaż próbny i podłączenie pierwszego ogniwa systemu można wykonać na stole lub na podłodze w dogodnym miejscu. Dalsze spawanie na miejscu odbywa się w różnych warunkach technicznych. Dostęp do niektórych części systemu za pomocą żelazka jest utrudniony.
Przed lutowaniem rur w trudno dostępnych miejscach zaleca się znalezienie wygodnej pozycji. Niewygodna lokalizacja powoduje opóźnienia w pracy, pojawienie się różnych wad, np.:
- przegrzanie części z topieniem polipropylenu i jego rozprzestrzenianiem;
- połączenie jest głębsze lub mniejsze niż wymagane przez normę;
- montaż z przegięciem lub obrotem elementu.

Podczas podgrzewania i podłączania należy przestrzegać zsynchronizowanych działań: obie części są jednocześnie podgrzewane i wyjmowane z dyszy. Przed montażem gorących części nie można zrobić bez opóźnienia. Przerwa następuje z powodu konieczności umieszczenia urządzenia w serwisie. Czas przestoju technicznego zależy bezpośrednio od doświadczenia mistrza i jego szybkości pracy. Błędy w pracy prowadzą do powstawania zwisów, mieszania szwu, pękania i uszkodzenia połączenia.
Jak wykonać lutowanie dyfuzyjne
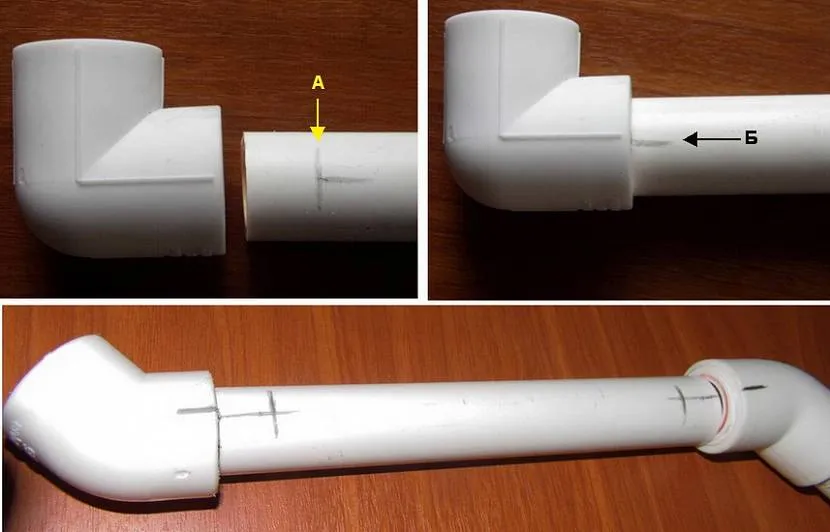
Dokowanie końcówek odbywa się bezpośrednio przez lutowanie gniazdowe lub za pomocą złączy. Sprzęgło to kształtka, która służy jako ogniwo łączące. Nadaje się do rur o średnicy do 63 mm. Zamiast złączki odpowiednie jest cięcie rur o większej średnicy niż obszar spawania. Odcinek rury i złączka na złączu są stopione, zapewniając niezawodne mocowanie.

Połączenie kielichowe wymaga precyzyjnego połączenia elementów rurowych. Krawędzie muszą być doskonale zabezpieczone. Nieprawidłowości i zadziory po przycinaniu są niedopuszczalne. Po stopieniu końców przez aparat następuje ich połączenie dyfuzyjne. Jeśli podczas przycinania wystąpią błędy, po doprowadzeniu wody powstanie przeciek lub szczelina w złączu.
Przygotowanie do spawania
Przed zainstalowaniem nowych rur zaleca się narysowanie na ścianie schematu rurociągów. Uproszczony schemat to linia narysowana zgodnie z lokalizacją przyszłej autostrady. Oznaczenie na ścianie pozwala kontrolować orientację rurociągu.
Aby nie dopasowywać rur podczas lutowania, należy wcześniej zmierzyć dokładną długość każdej rury. Jeśli połączenie odbywa się za pomocą złączy, należy zapewnić margines na ich instalację. Podczas montażu od końca do końca brane są pod uwagę zmiany odkształceń. Po stopieniu rura kurczy się o 1-2 mm.

Przygotowanie sprzętu
Aby nie dopasowywać rur podczas lutowania, należy wcześniej zmierzyć dokładną długość każdej rury. Jeśli połączenie odbywa się za pomocą złączy, należy zapewnić margines na ich instalację. Podczas montażu od końca do końca brane są pod uwagę zmiany odkształceń. Po stopieniu rura kurczy się o 1-2 mm.

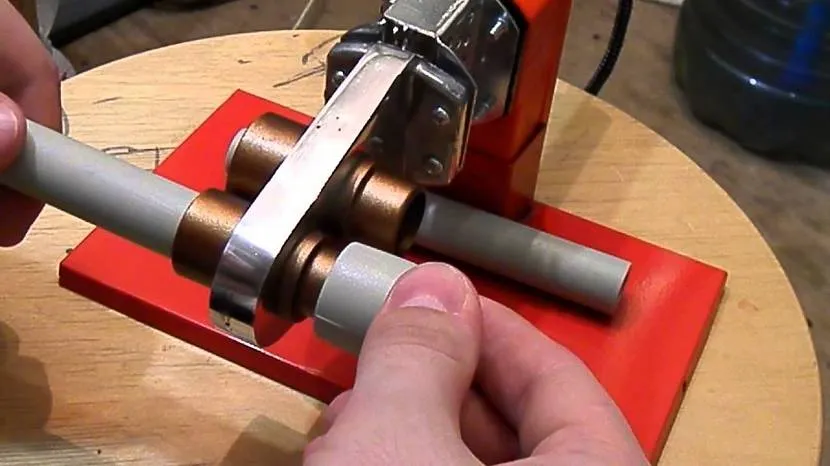
Dla wygody spawania rur o średnicy większej niż 40 mm wymagane jest żelazko z centrowaniem. Może być używany przez rzemieślników, którzy potrafią lutować polipropylen. Narzędzie dostarczane jest z kilkoma różnymi teflonowymi dyszami o wielkości 14-63 mm, które są elementem grzejnym. Istnieją dysze w postaci tulei i trzpienia. Pierwszy typ elementu grzejnego przeznaczony jest do stopienia zewnętrznej części rury, drugi - od wewnątrz.
Końcówki teflonowe muszą być czyste. Nie pozostawiaj na nich cząstek stopionego materiału. Natychmiast po lutowaniu gorący korpus jest przecierany grubą szmatką odporną na wysokie temperatury, np. plandeką. Nie zaleca się czyszczenia chłodzonych elementów, w przeciwnym razie warstwa teflonu ulegnie uszkodzeniu, co w przyszłości doprowadzi do adhezji stopionego polipropylenu.
Przydatne wideo
Przygotowanie rur do spawania
Końcówki teflonowe muszą być czyste. Nie pozostawiaj na nich cząstek stopionego materiału. Natychmiast po lutowaniu gorący korpus przeciera się grubą szmatką odporną na wysokie temperatury, np. plandeką. Nie zaleca się czyszczenia chłodzonych elementów, w przeciwnym razie warstwa teflonu ulegnie uszkodzeniu, co w przyszłości doprowadzi do adhezji stopionego polipropylenu.
Ważny! Do odtłuszczania nie wolno używać żadnych rozpuszczalników, benzyny, wódki, acetonu. Agresywne ciecze powodują korozję powierzchni polipropylenu.
Element grzejny jest nagrzewany równomiernie na całej długości do określonej temperatury. Stopień nagrzania jest wstępnie ustawiony na panelu. Dla polipropylenu temperatura lutowania rur polipropylenowych na skali jest ustawiona na 260⁰. Rozgrzewanie urządzenia trwa 10-15 minut. Zimne pomieszczenie nagrzewa się dłużej niż pomieszczenie ogrzewane. W temperaturach poniżej 0⁰ spawanie jest zabronione.
Podgrzewanie polipropylenu
Ważny! Do odtłuszczania nie wolno używać żadnych rozpuszczalników, benzyny, wódki, acetonu. Agresywne ciecze powodują korozję powierzchni polipropylenu.

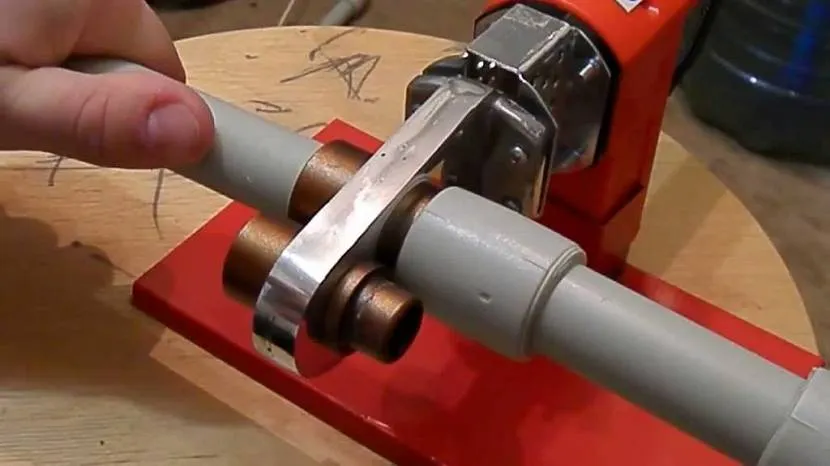
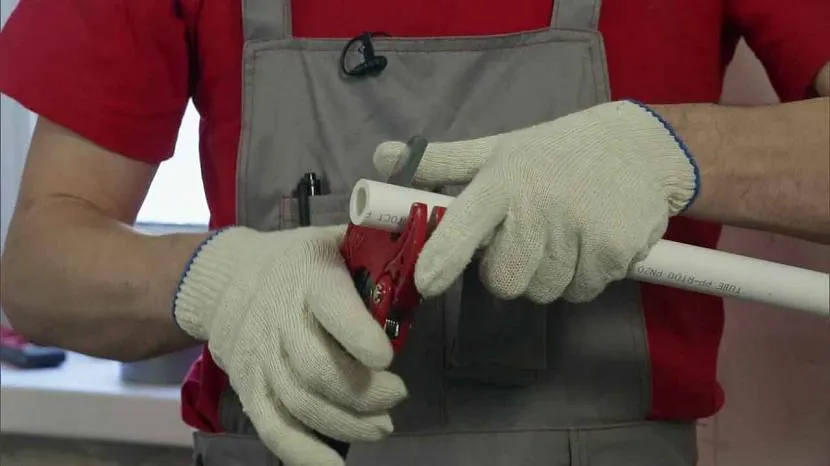
Krawędź rury jest przycinana specjalnymi nożyczkami pod kątem prostym. Miejsce cięcia jest szlifowane i odtłuszczane alkoholem etylowym lub wodą z mydłem. Powierzchnia jest dokładnie wysuszona. Produkty oznaczone PN 10-20 są zgrzewane natychmiast, a przy PN 25 dodatkowo czyszczone golarką, usuwając część polipropylenu i aluminium na głębokość lutowania. Zorientowany wielkością dyszy do ogranicznika.
Ważny! Do odtłuszczania nie wolno używać żadnych rozpuszczalników, benzyny, wódki, acetonu. Agresywne ciecze powodują korozję powierzchni polipropylenu.
Funkcje lutowania
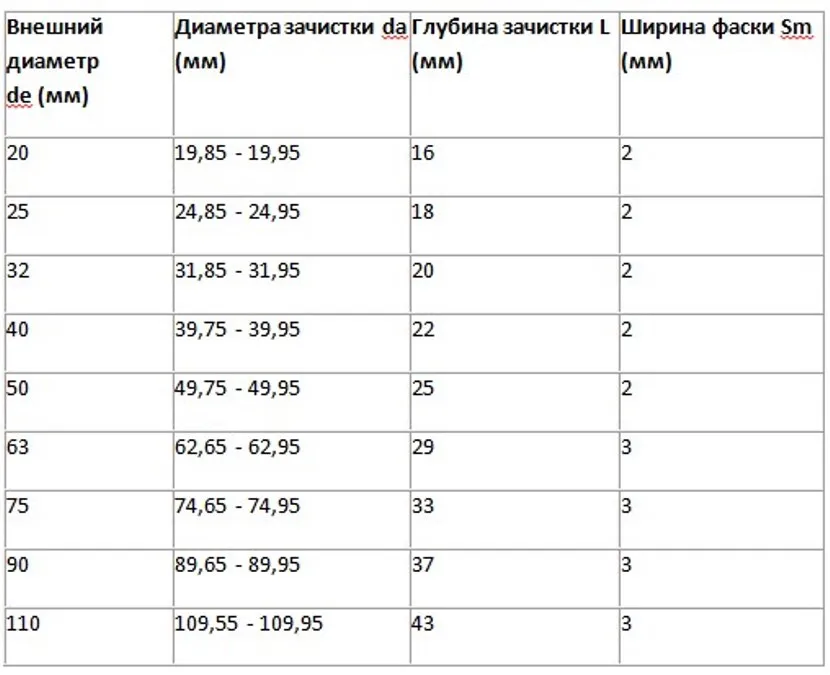
Przy połączeniu kielichowym ważne jest przestrzeganie głębokości odizolowania i szerokości fazowania. Stopień usunięcia musi odpowiadać głębokości montażu elementów.
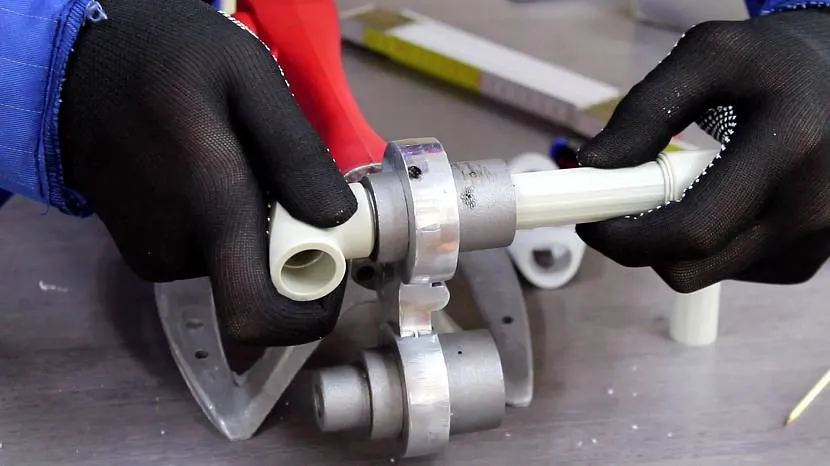
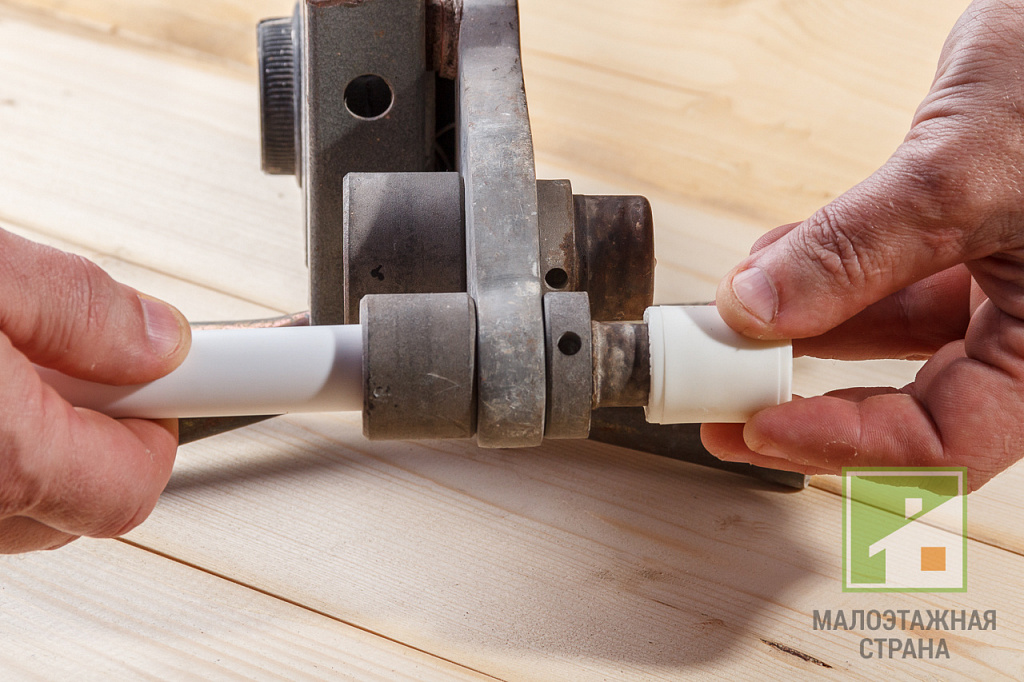
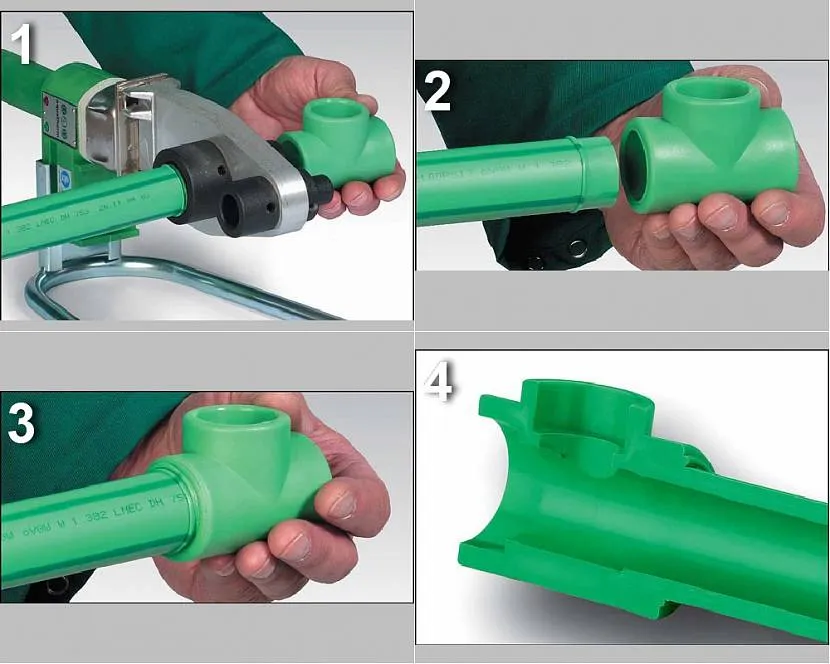
Montaż rur polipropylenowych obejmuje dwa etapy: nagrzewanie łączonych odcinków i łączenie. Część nakładana jest na dyszę o odpowiedniej średnicy. Rura montowana jest w tulei do ogranicznika na całej odizolowanej długości, a element montażowy na trzpieniu do oporu. Konieczna jest kontrola głębokości grzania, rura musi znajdować się w tulei bez zniekształceń, aż zatrzyma się o ogranicznik. Zachowaj niezbędny czas na rozgrzewkę. Czas ekspozycji i temperatura lutowania rur polipropylenowych zależy od parametrów produktu, w tabeli wyświetlane są wszystkie ważne parametry zgrzewania w temperaturze pokojowej +20⁰.
Nie wolno przekraczać czasu nagrzewania, w przeciwnym razie powierzchnia ulegnie deformacji, co doprowadzi do zniekształcenia geometrii i niemożności połączenia części bez szczelin. Przy łączeniu stopionych odcinków wewnątrz rurociągu pojawia się pęcznienie polipropylenu, który krzepnie w dużych rolkach. Wystający materiał zmniejsza przepuszczalność żyłki.
Przydatne wideo
Testy chłodzenia i szczelności
Spawanie rur z tworzyw sztucznych jest niemożliwe bez kilkusekundowej przerwy technicznej po podgrzaniu, która jest konieczna do usunięcia części z elementu grzejnego. W chłodni w tym okresie ogrzewane obszary mają czas na ochłodzenie, co pogarsza jakość dokowania. Aby szew był mocny, zaleca się wydłużenie czasu nagrzewania o kilka sekund, aby materiał stopił się mocniej. Optymalny dodatkowy czas oblicza się na podstawie selekcji, biorąc pod uwagę :
- temperatura otoczenia;
- nominalny odcinek rurociągu;
- czas na rozgrzewkę.
Temperatura jest ustawiona w zakresie 255-265⁰. Jeśli przekroczy 270⁰, szew okaże się cienki, niezdolny do utrzymania ciśnienia wody. Wynika to z szybkiego nagrzewania warstwy zewnętrznej przed stopieniem. Jednocześnie materiał nie ma czasu na głębokie rozgrzanie, więc nie dochodzi do przenikania dyfuzyjnego polipropylenu do sąsiednich części części.

Błędy podczas lutowania
Najczęściej błędy występują wśród rzemieślników, którzy nie mają praktycznego doświadczenia w lutowaniu, nawet jeśli wiedzą, jak spawać rury polipropylenowe. Wiele osób zaniedbuje etap pomiaru długości rur, wykonując montaż na oko z przycinaniem po fakcie lub mierzy bez uwzględnienia tolerancji. Jeśli długość rury zostanie błędnie obliczona, bardzo trudno jest zainstalować żelazko do łączenia elementów.
Wielu rzemieślników próbuje zgiąć rurę w miejscu, aby zwiększyć odległość między częściami. Prowadzi to do wzrostu napięcia statycznego w połączeniach sieciowych i spadku szczelności. Takie błędy pogarszają wygląd autostrady. Podczas układania komunikacji na zewnątrz zwraca się uwagę na estetykę systemu.
Nagrzewanie sekwencyjne to błąd, który prowadzi do szybkiego schłodzenia łączonych odcinków i niemożności połączenia. Podczas gdy drugi element jest podgrzewany, pierwszy ma czas na ostygnięcie. Częściowa dyfuzja prowadzi do zerwania połączenia wraz ze wzrostem ciśnienia i uderzeniem wodnym. To rażące naruszenie technologii. Prowadzenie takiej autostrady jest absolutnie niemożliwe.
Na skorygowanie pozycji mają 2-4 sekundy. W tym czasie elementy nie mogą być obracane, zginane ani odłączane. Jeśli szew nie działa, obszar jest odcinany, a procedura jest powtarzana ponownie. Należy pamiętać, że takie braki prowadzą do zmniejszenia długości rury, przekroczenia materiału. W przypadku braku doświadczenia, nieznajomości teorii prawidłowego lutowania rur polipropylenowych, spawanie lepiej powierzyć profesjonalistom.
Najczęściej błędy występują wśród rzemieślników, którzy nie mają praktycznego doświadczenia w lutowaniu, nawet jeśli wiedzą, jak spawać rury polipropylenowe. Wiele osób zaniedbuje etap pomiaru długości rur, wykonując montaż na oko z przycinaniem po fakcie lub mierzy bez uwzględnienia tolerancji. Jeśli długość rury zostanie błędnie obliczona, bardzo trudno jest zainstalować żelazko do łączenia elementów.
Jak zmniejszyć prawdopodobieństwo zawarcia małżeństwa?
Aby uniknąć rażących błędów, zaleca się przestrzeganie zasad:
- błąd między częściami podczas trzymania palca powinien być zminimalizowany;
- przegrzanie części prowadzi do niewystarczającej lepkości, braku wysokiej jakości penetracji rozproszonej;
- przegrzanie powoduje nadmierne topienie się krawędzi, wyginanie i zgniatanie łączonych odcinków oraz zmniejszenie średnicy wewnętrznej;
- odległość między miejscem instalacji żelazka a obszarem instalacji wynosi do 1,5 m;
- lutowanie rur polipropylenowych w nieogrzewanym budynku nie jest pożądane, a także w temperaturach ujemnych;
- przy ustawianiu stopnia nagrzania lustra należy dostosować parametr biorąc pod uwagę temperaturę na obiekcie i średnicę rury;
- temperatura łączonych elementów musi być taka sama, różnica jest niedopuszczalna.
Kiedy szew twardnieje, części są utrzymywane w pożądanej pozycji. Przewijanie, zniekształcenia i inne deformacje są niedozwolone. Nie można poprawić błędów poprzez ponowne podgrzanie strefy lutowania. Słabej jakości szew podlega przycinaniu, szlifowaniu, a następnie spawaniu. Spawanie rur polipropylenowych jest uważane za technicznie pracochłonny proces ze względu na złożoność kontroli jakości szwów. Na różnych odcinkach rurociągu złącza powinny być w przybliżeniu takie same.
Wielu rzemieślników próbuje zgiąć rurę w miejscu, aby zwiększyć odległość między częściami. Prowadzi to do wzrostu napięcia statycznego w połączeniach sieciowych i spadku szczelności. Takie błędy pogarszają wygląd autostrady. Podczas układania komunikacji na zewnątrz zwraca się uwagę na estetykę systemu.
Nagrzewanie sekwencyjne to błąd, który prowadzi do szybkiego schłodzenia łączonych odcinków i niemożności połączenia. Podczas gdy drugi element jest podgrzewany, pierwszy ma czas na ostygnięcie. Częściowa dyfuzja prowadzi do zerwania połączenia wraz ze wzrostem ciśnienia i uderzeniem wodnym. To rażące naruszenie technologii. Prowadzenie takiej autostrady jest absolutnie niemożliwe.
Przydatne wideo
Wniosek
Najczęściej błędy występują wśród rzemieślników, którzy nie mają praktycznego doświadczenia w lutowaniu, nawet jeśli wiedzą, jak spawać rury polipropylenowe. Wiele osób zaniedbuje etap pomiaru długości rur, wykonując montaż na oko z przycinaniem po fakcie lub mierzy bez uwzględnienia tolerancji. Jeśli długość rury zostanie błędnie obliczona, bardzo trudno jest zainstalować żelazko do łączenia elementów.
Wielu rzemieślników próbuje zgiąć rurę w miejscu, aby zwiększyć odległość między częściami. Prowadzi to do wzrostu napięcia statycznego w połączeniach sieciowych i spadku szczelności. Takie błędy pogarszają wygląd autostrady. Podczas układania komunikacji na zewnątrz zwraca się uwagę na estetykę systemu.
Nagrzewanie sekwencyjne to błąd, który prowadzi do szybkiego schłodzenia łączonych odcinków i niemożności połączenia. Podczas gdy drugi element jest podgrzewany, pierwszy ma czas na ostygnięcie. Częściowa dyfuzja prowadzi do zerwania połączenia wraz ze wzrostem ciśnienia i uderzeniem wodnym. To rażące naruszenie technologii. Prowadzenie takiej autostrady jest absolutnie niemożliwe.





