Технологія паяння поліпропіленових труб: підготовка та процес
Зварювання поліпропіленових трубопроводів виконується при облаштуванні систем опалення, каналізації, водопроводу, а також під час ремонту або модернізації діючої магістралі. При стикуванні елементів забезпечується міцне з'єднання, герметичність та безпечна експлуатація трубопроводу протягом тривалого часу. Паяння поліпропіленових труб здійснюється за допомогою паяльника. Інструмент називають також зварюванням або праскою для труб із поліпропілену.
Технологія паяння
Поліпропілен при нагріванні стає м'яким, нагадуючи по консистенції пластилін. Частинки рідкого матеріалу взаємно проникають у суміжну деталь. Після остигання він твердне, стає стійким до розриву. Охолоджений шов за технічними параметрами не поступається основному матеріалу. Щоб забезпечити якісне з'єднання, рекомендується дотриматися умов:
- поліпропілен підігрівають приладом до стану в'язкої плинності, дотримуючись розпоряджень в інструкції до обладнання;
- паяють вироби з однакового матеріалу, не слід з'єднувати деталі з поліпропілену з різним маркуванням, міцність з'єднання буде порушена;
- стикування торців і фітингів виконують щільно, не допускаючи зазорів, спотворень, щільне прилягання забезпечується шліфуванням обрізаного краю труб наждачним папером;
- поліпропілен швидко застигає, вирівнювання можливе протягом кількох секунд, після застигання виправити дефект буде неможливо.

Завдяки термопластичним характеристикам поліпропілену забезпечується надійне стикування елементів. Міцний шов виходить тільки при дотриманні технології зварювання та виборі якісних матеріалів. Розглянемо нижче, як паяти поліпропіленові труби. На апаратах, що підтримують встановлення кількох насадок, можна встановлювати гільзу в зручній позиції. Місце розташування нагрівального патрона на якість прогріву не впливає.
Складність зварювання
Пробний монтаж та з'єднання першої ланки системи можна виконати на столі або на підлозі у зручному місці. Подальше зварювання на об'єкті виконується у різних технічних умовах. До деяких ділянок системи доступ праскою утруднений.
Перед тим, як паяти труби на важкодоступних ділянках, рекомендується підібрати зручну позу. Незручне розташування викликає затримки в роботі, поява різних дефектів, наприклад:
- перегрів деталей з розплавленням поліпропілену та його розтіканням;
- з'єднання глибше або менше, ніж належить за стандартом;
- монтаж із перегином або поворотом елемента.

При нагріванні та з'єднанні слід дотримуватися синхронності дій: обидві деталі підігріваються та знімаються з насадки одночасно. Перед складання розігрітих деталей неможливо обійтися без затримки. Пауза виникає через необхідність поставити апарат на майданчик. Час технічного простою безпосередньо залежить від досвіду майстра та його швидкості роботи. Похибки в роботі призводять до виникнення напливів, змішування шва, розтріскування та псування з'єднання.
Порядок виконання дифузного паяння
Стикування торців виконується безпосередньо розтрубною пайкою або за допомогою муфт. Муфта являє собою фасонну деталь, яку використовують як ланку, що стикує. Вона доречна для труб діаметром до 63 мм. Замість муфти придатні обрізки труб більшого діаметру, ніж ділянка, що зварюється. Ділянка труби та муфти на стику розплавляється, забезпечуючи надійне кріплення.

З'єднання в розтруб вимагає точного стикування елементів труб. Краї мають бути ідеально захищені. Нерівності та задирки після обрізки не допускаються. Після розплавлення торців апаратом відбувається їхнє дифузне з'єднання. Якщо виникли похибки під час торцювання, при подачі води утворюється текти або розрив стику.
Підготовка до зварювання
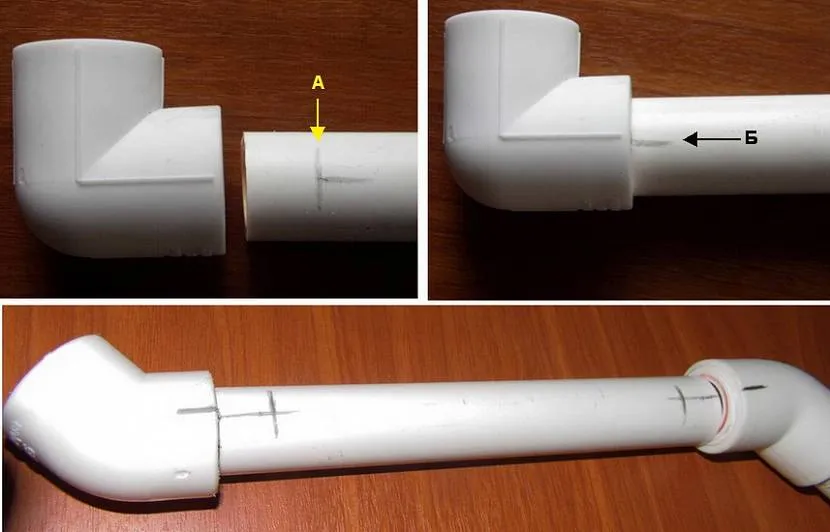
Перед встановленням нових труб рекомендується розкреслити схему трубопроводу на стіні. Спрощена схема являє собою лінії, накреслені відповідно до розташування майбутньої магістралі. Розмітка на стіні дозволяє контролювати орієнтацію трубопроводу.
Щоб не підганяти труби за розміром під час паяння, слід заздалегідь виміряти точну довжину кожної труби. Якщо з'єднання здійснюється за допомогою муфт, слід передбачити запас їх встановлення. Під час монтажу встик враховують деформаційні зміни. Під час розплавлення труба зменшується на 1-2 мм.

Підготовка обладнання
Щоб не підганяти труби за розміром під час паяння, слід заздалегідь виміряти точну довжину кожної труби. Якщо з'єднання здійснюється за допомогою муфт, слід передбачити запас їх встановлення. Під час монтажу встик враховують деформаційні зміни. Під час розплавлення труба зменшується на 1-2 мм.

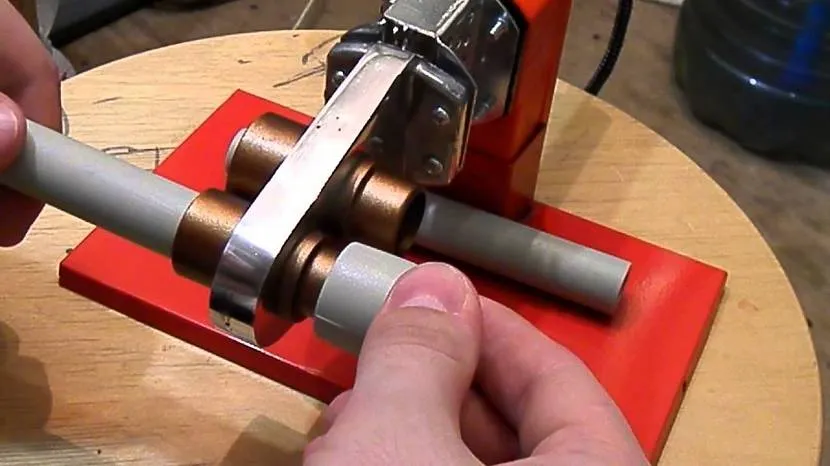
Для зручності зварювання труб діаметром понад 40 мм потрібна праска з центруванням. Його можуть використовувати майстри, які знають, як паяти поліпропілен. До інструменту додається кілька різних насадок тефлонових розміром 14-63 мм, що являють собою нагрівальний елемент. Розрізняють насадки у формі гільзи та дорну. Перший різновид нагрівального елемента призначений для розплавлення зовнішньої частини труби, другий – зсередини.
Тефлонові насадки мають бути чистими. Не можна залишати на них частинки оплавленого матеріалу. Відразу після паяння гарячий корпус протирають грубою ганчіркою, стійкою до високої температури, наприклад, брезентом. Очищати охолоджені елементи не рекомендується, інакше тефлоновий шар пошкодиться, що призведе до прилипання розплавленого поліпропілену.
Корисне відео
Підготовка труб до зварювання
Тефлонові насадки мають бути чистими. Не можна залишати на них частинки оплавленого матеріалу. Відразу після паяння гарячий корпус протирають грубою ганчіркою, стійкою до високої температури, наприклад, брезентом. Очищати охолоджені елементи не рекомендується, інакше тефлоновий шар пошкодиться, що призведе до прилипання розплавленого поліпропілену.
Важливо! Для знежирення заборонено використовувати будь-які розчинники, бензин, горілку, ацетон. Агресивні рідини роз'їдають поверхню поліпропілену.
Прогрів нагрівального елемента відбувається по всій довжині рівномірно заданої температури. Ступінь нагрівання виставляється попередньо на панелі. Для поліпропілену температура паяння поліпропіленових труб на шкалі встановлюється на значенні 260⁰. Розігрів апарату триває 10-15 хвилин. У холодному приміщенні потрібно довше часу на прогрів, ніж в кімнаті, що опалюється. При температурі нижче 0⁰ зварювання заборонено.
Розігрів поліпропілену
Важливо! Для знежирення заборонено використовувати будь-які розчинники, бензин, горілку, ацетон. Агресивні рідини роз'їдають поверхню поліпропілену.

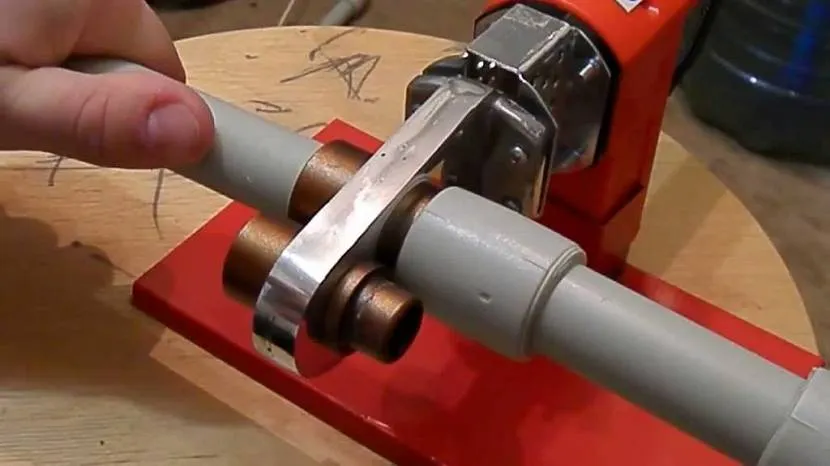
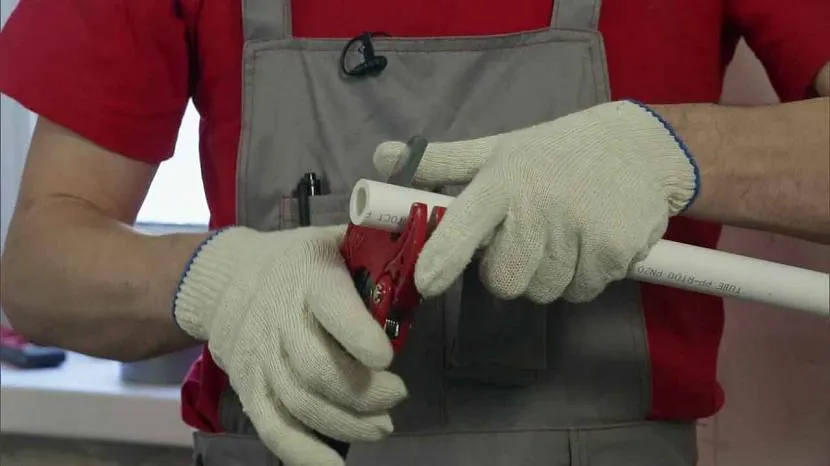
Край труби обрізають спеціальними ножицями під прямим кутом. Місце зрізу шліфують та знежирюють етиловим спиртом або мильним розчином. Поверхню ретельно просушують. Вироби з маркуванням PN 10-20 зварюють відразу, а з PN 25 додатково зачищають шейвером, видаляючи частину поліпропілену та алюмінію на глибину паяння. Орієнтуються за розміром насадки до обмежувача.
Важливо! Для знежирення заборонено використовувати будь-які розчинники, бензин, горілку, ацетон. Агресивні рідини роз'їдають поверхню поліпропілену.
Особливості паяння
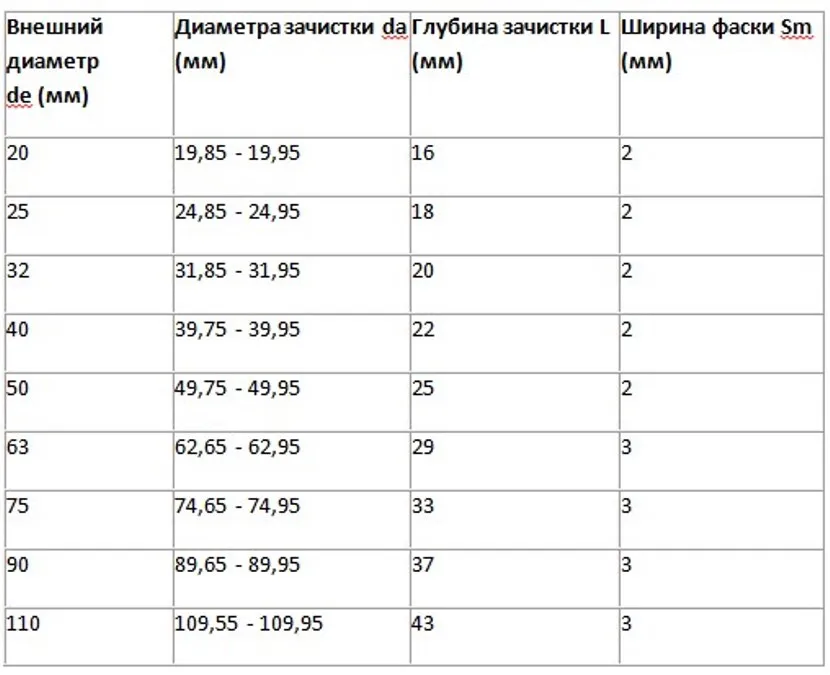
При розтрубному з'єднанні важливо дотримуватися глибини зачистки та ширини фаски. Ступінь зачистки має збігатися з глибиною установки елементів.
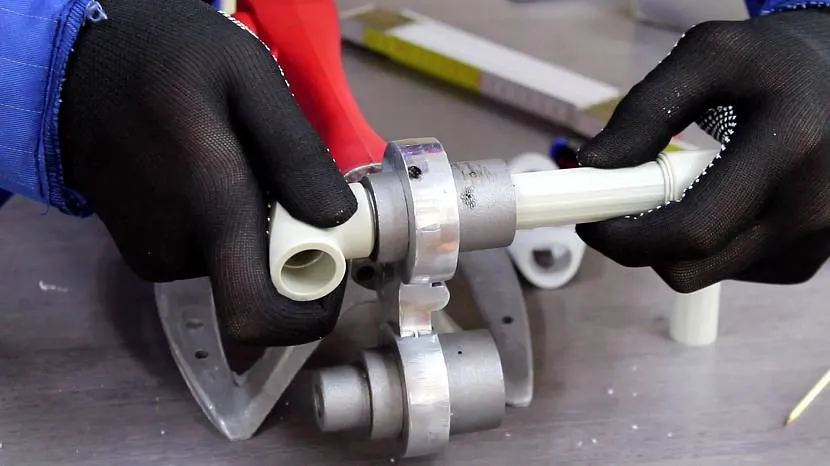
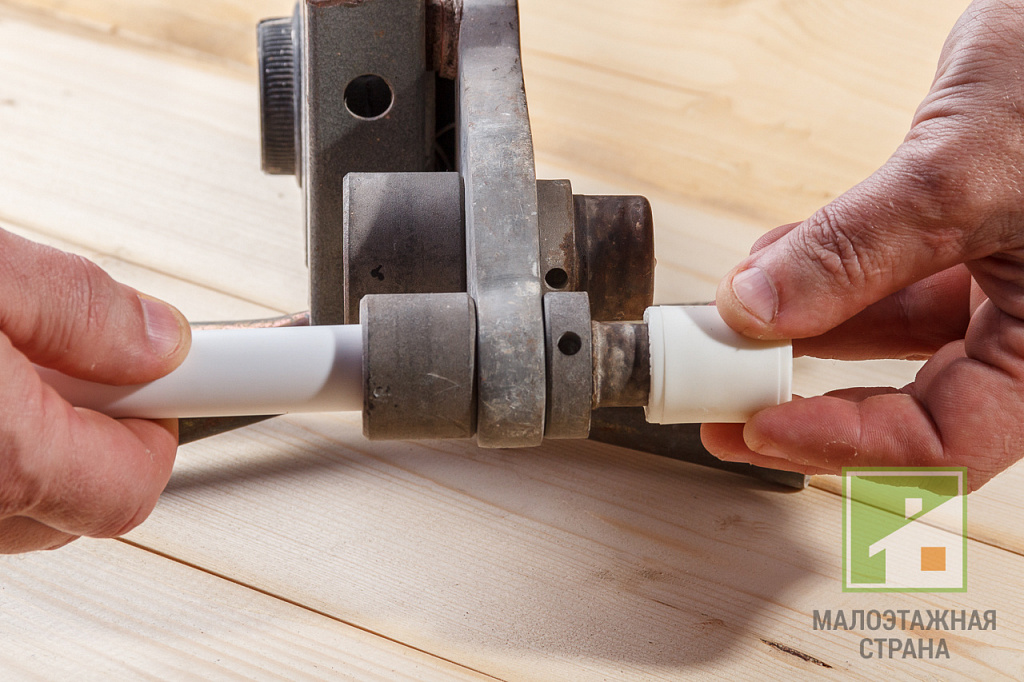
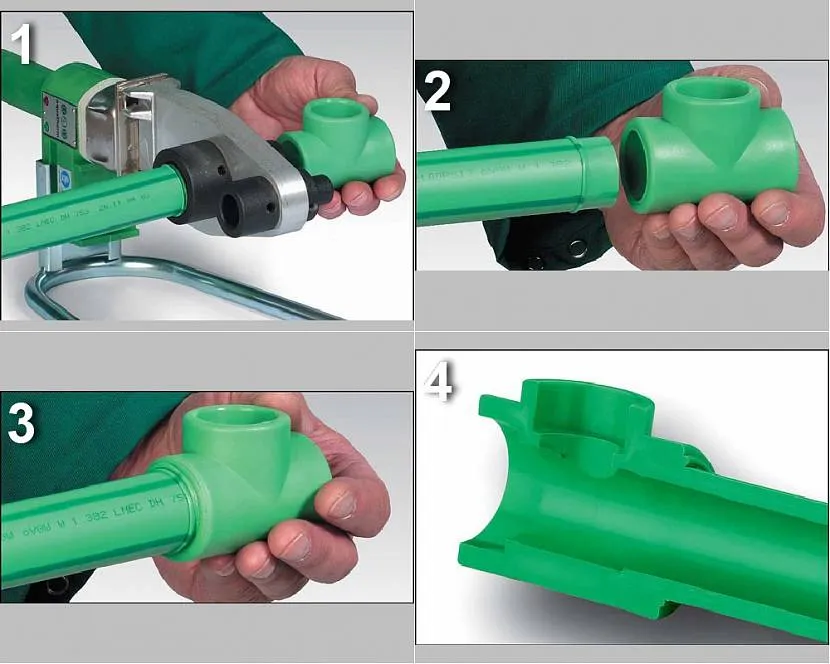
Монтаж поліпропіленових труб включає два етапи: розігрів стикуваних ділянок та з'єднання. Деталь надягають на насадку відповідного діаметра. Трубу встановлюють у гільзу до обмежувача на всю зачищену довжину, а фітинговий елемент на дорні до упору. Необхідно контролювати глибину розігріву, труба повинна розташовуватись у гільзі без перекосів до упору в обмежувач. Витримують потрібний час для прогріву. Від параметрів виробу залежить час витримки та температура паяння поліпропіленових труб, таблиця відображає всі важливі параметри зварювання при температурі у приміщенні +20⁰.
Не можна перевищувати час нагріву, інакше поверхня деформується, що призведе до викривлення геометрії та неможливості зіштовхувати деталі без зазорів. При стикуванні розплавлених ділянок усередині трубопроводу з'являються набряки поліпропілену, які застигають великими валиками. Виступаючий матеріал зменшує прохідність магістралі.
Корисне відео
Охолодження та перевірка герметичності
Зварювання пластикових труб неможливе без технічної паузи в кілька секунд після нагрівання, необхідне для зняття деталей з тену. У холодному приміщенні за цей період розігріті ділянки встигають охолонути, що погіршує якість стикування. Щоб шов був міцним, рекомендується на кілька секунд час нагрівання збільшити, щоб матеріал розплавився. Оптимальний додатковий час обчислюється за допомогою підбору, при цьому слід враховувати :
- температуру довкілля;
- номінал перерізу трубопроводу;
- час витримки для прогрівання.
Температуру виставляють у межах 255-265⁰. Якщо вона перевищить показник 270⁰, то шов вийде тонким, не здатним утримати напір води. Це відбувається через швидке нагрівання зовнішнього шару до плавлення. При цьому в глибину матеріал прогрітися не встигає, тому дифузне проникнення поліпропілену суміжних ділянок деталей не відбувається.

Помилки під час паяння
Найчастіше помилки виникають у майстрів, які не мають практичного досвіду паяння, навіть коли вони знають, як зварювати поліпропіленові труби. Багато хто нехтує етапом виміру довжини труб, виконуючи монтаж на око з підрізуванням за фактом, або заміряють без урахування допусків. При неправильному розрахунку довжини труби дуже складно встановити праску для стикування елементів.
Багато майстрів намагаються вигнути трубу на місці, щоб збільшити відстань між деталями. Це призводить до підвищення статичної напруги у ланках мережі та зниження герметичності. Подібні помилки погіршують зовнішній вигляд магістралі. На естетику системи звертають увагу при зовнішній прокладці комунікацій.
Послідовне нагрівання – помилка, що призводить до швидкого остигання ділянок, що стикуються, і неможливості з'єднання. Поки другий елемент підігрівається, перший встигає охолонути. Часткова дифузія призводить до розриву з'єднання при підвищенні тиску та гідравлічних ударах. Це грубе порушення технології. Експлуатувати таку магістраль категорично не можна.
На коригування положення дається 2-4 секунди. У цей час не можна елементи провертати, згинати і роз'єднувати. Якщо шов не вийшов, обрізають ділянку, а процедуру повторюють повторно. Слід пам'ятати, що такі промахи призводять до зменшення довжини труби, перевитрати матеріалу. За відсутності досвіду, незнання теорії про те, як правильно паяти поліпропіленові труби, зварювання краще довірити професіоналу.
Найчастіше помилки виникають у майстрів, які не мають практичного досвіду паяння, навіть коли вони знають, як зварювати поліпропіленові труби. Багато хто нехтує етапом виміру довжини труб, виконуючи монтаж на око з підрізуванням за фактом, або заміряють без урахування допусків. При неправильному розрахунку довжини труби дуже складно встановити праску для стикування елементів.
Як знизити ймовірність шлюбу?
Щоб не допустити грубих помилок, рекомендується дотримуватись правил:
- похибка між деталями під час утримання пальником повинна зводитися до мінімуму;
- недогрівання деталей призводить до недостатньої в'язкості, відсутності якісного дифузного проникнення;
- перегрів викликає надмірне розплавлення краю, загин і залом стикуваних ділянок, зменшення внутрішнього діаметра;
- відстань між місцем встановлення праски та зоною монтажу становить до 1,5 м;
- паяння труб з поліпропілену в будівлі, що не опалюється, не бажана, а також при мінусових температурах;
- при виставленні ступеня нагрівання дзеркала слід коригувати параметр з урахуванням температури на об'єкті та діаметра труби;
- температура елементів, що стикуються, повинна бути однаковою, перепад неприпустимий.
При застиганні шва деталі утримують у потрібному положенні. Прокручування, викривлення та інші деформації не допускаються. Виправити похибки повторним розігрівом зони паяння не можна. Неякісний шов підлягає обрізуванню, шліфуванню з подальшим зварюванням. Спайка труб із поліпропілену вважається технічно трудомістким процесом через складність контролю якості швів. На різних ділянках трубопроводу стики повинні бути приблизно однаковими.
Багато майстрів намагаються вигнути трубу на місці, щоб збільшити відстань між деталями. Це призводить до підвищення статичної напруги у ланках мережі та зниження герметичності. Подібні помилки погіршують зовнішній вигляд магістралі. На естетику системи звертають увагу при зовнішній прокладці комунікацій.
Послідовне нагрівання – помилка, що призводить до швидкого остигання ділянок, що стикуються, і неможливості з'єднання. Поки другий елемент підігрівається, перший встигає охолонути. Часткова дифузія призводить до розриву з'єднання при підвищенні тиску та гідравлічних ударах. Це грубе порушення технології. Експлуатувати таку магістраль категорично не можна.
Корисне відео
Висновок
Найчастіше помилки виникають у майстрів, які не мають практичного досвіду паяння, навіть коли вони знають, як зварювати поліпропіленові труби. Багато хто нехтує етапом виміру довжини труб, виконуючи монтаж на око з підрізуванням за фактом, або заміряють без урахування допусків. При неправильному розрахунку довжини труби дуже складно встановити праску для стикування елементів.
Багато майстрів намагаються вигнути трубу на місці, щоб збільшити відстань між деталями. Це призводить до підвищення статичної напруги у ланках мережі та зниження герметичності. Такі похибки погіршують зовнішній вигляд магістралі. На естетику системи звертають увагу при зовнішній прокладці комунікацій.
Послідовне нагрівання – помилка, що призводить до швидкого остигання ділянок, що стикуються, і неможливості з'єднання. Поки другий елемент підігрівається, перший встигає охолонути. Часткова дифузія призводить до розриву з'єднання при підвищенні тиску та гідравлічних ударах. Це грубе порушення технології. Експлуатувати таку магістраль категорично не можна.





