Як правильно варити: посібник для початківців зварювальників

Металеві конструкції з'єднують двома способами: роз'ємним – за допомогою гвинтового кріплення, та нероз'ємним – за допомогою зварювання. Другий спосіб надійніший і довговічніший, його часто віддають перевагу першому, коли в необхідності розбирати конструкцію немає потреби. У власному будинку, що особливо ще будується або впорядковується, потреба в зварювальних роботах виникає часто, тому багатьом хотілося б знати, як правильно варити метал самостійно, щоб не шукати фахівця для дрібних робіт.

Вибір апарату для побутового зварювання
Видів зварювання сьогодні дуже багато. Але більшість із них призначені для спеціальних робіт або розраховані на промислові масштаби. Для побутових потреб навряд чи потрібно опановувати лазерну установку або електронно-променеву гармату. Та й газове зварювання для початківців – не найкращий варіант.
Найпростіший спосіб розплавити метал для з'єднання деталей – точково впливати на нього високою температурою електричної дуги, що виникає між елементами різних зарядів.

Саме цей процес забезпечують апарати для електродугового зварювання, що працюють від постійного або змінного струму:
- Зварювальний трансформатор варить змінним струмом. Для новачка такий апарат навряд чи підійде, тому що працювати з ним складніше через дугу, що «скаче», для управління якої потрібен чималий досвід. До інших мінусів трансформаторів можна віднести негативний вплив на мережу (викликає стрибки напруги, які можуть призвести до поломки побутової техніки), сильний шум при роботі, значні габарити приладу та велика вага.

- Інвертор має багато переваг перед трансформатором. Він викликає електродугу постійним струмом, вона не «скаче», тому процес зварювання проходить більш спокійно та контрольовано для зварювальника та без наслідків для домашньої техніки. Крім того, інвертори компактні, легкі та практично безшумні.

Що ще потрібно мати
Зварювальний апарат без електродів - абсолютно непотрібний агрегат. Електроди - це витратний матеріал, вони теж бувають різними: плавляться і неплавиться, металевими (зі сталі, міді та інших металів) і неметалевими, у вигляді дроту або жорсткого стрижня, з різним захисним покриттям і т.д.
Тим, хто запитав, як правильно варити зварюванням електродами, починати найкраще зі сталевих універсальних стрижнів товщиною 3 мм або 4 мм. Діаметр вказано на упаковці, вибрати потрібні буде нескладно. Освоївши роботу з ними, можна буде переходити на інші види, але навряд чи вони будуть потрібні в побуті.

Крім витратних матеріалів для зварювання обов'язково знадобиться маска зварювальника. Працювати без неї категорично не можна, інакше можна швидко отримати опік рогівки очей та багато інших проблем із зором. Найкращими вважаються маски зі склом-хамелеоном. Вірніше, з автоматичним світлофільтром, що реагує на зміни освітленості і захищає очі від шкідливого випромінювання.
Також бажано обзавестися відповідним одягом, взуттям та рукавичками, які не пропалюються іскрами і в разі чого зможуть захистити від удару струмом.
З інструментів знадобиться молоток для збивання окалини зі шва, а також всілякі лещата, затискачі та магнітні куточки, за допомогою яких можна фіксувати деталі, що зварюються в потрібному положенні.

Ази зварювальних робіт
Щоб викликати утворення електричної дуги, потрібно, щоб зіткнулися два різнозаряджені струмопровідні елементи. Одним з них, негативним, виступає електрод, а іншим поверхня, що зварюється, до якої приєднується металевий затискач, кабель від якого підключений позитивному виходу інвертора.
Зварювання електродом зумовлене розплавленням металу теплом, що виділяється дугою. Щоб шов вийшов рівним, вона не повинна перериватися. Отже, для початку роботи необхідно встановити електрод, налаштувати інвертор, запалити дугу та навчитися її контролювати.
Встановлення електрода
Інверторний апарат має два кабелі. На кінці одного з них закріплено затискач-прищіпка, яким він чіпляється за металеву деталь. А другий кабель оснащений тримачем електрода, який може бути гвинтовим або пружинним.

У гвинтового тримача потрібно відкрутити головку на ручці, а після установки електрода знову знову закрутити в гніздо. З пружинним простіше: достатньо натиснути клавішу, щоб відкрити гніздо.
Підключення зварювального апарату
Зварювальні кабелі підключаються до інвертора через спеціальні виходи на корпусі приладу з різною полярністю. До якого з них приєднати затискач, а до якого електрод, залежить перш за все від матеріалів, що зварюються. З цим моментом потрібно розібратися, щоб зрозуміти, як правильно варити зварюванням, та не плутатися:
- Стандартне підключення для зварювання сталевих деталей – мінус на кабель маси з електродом, а плюс на кабель із затискачем. Воно носить назву прямої полярності і підходить для більшості з'єднань, які потрібні в побуті. Пряма полярність забезпечує класичний рух електронів від мінуса до плюсу, при якому вони передають металу значну частину енергії та краще нагрівають його.
- Якщо здійснити підключення затиску на мінус, а електрода на плюс, отримаємо зворотну полярність із меншим ступенем нагріву. Що буває необхідно при зварюванні виробів з нержавіючої сталі та в деяких інших випадках.
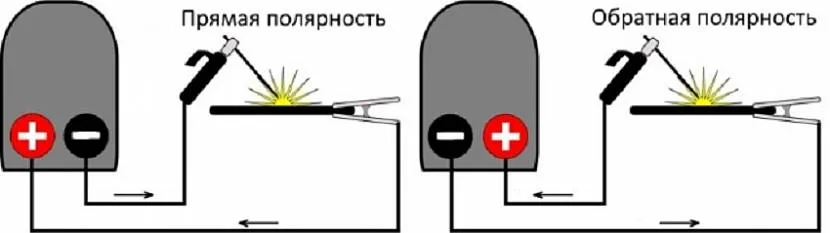
Порада! Опанувати азами зварювання найкраще на деталях із «чорного» металу, використовуючи підключення з прямою полярністю.
Тепер можна вмикати апарат у мережу та приступати до роботи.
Запалювання електричної дуги
Перед тим, як навчитися варити зварюванням, потрібно викликати появу дуги, для чого здійснюють короткочасний контакт електрода з металевою деталлю. Зробити це можна двома способами: впритул і цвірканням:
- Розпалювання впритул полягає в постукуванні по металі кінчиком підключеного електрода.
- Запалювання дуги цвірканням виконується аналогічно тому, як запалюється сірник об коробках.
Переваг у жодного з цих способів немає – кожен робить так, як йому більше подобається та зручно.
Корисне відео
Головне, щоб рухи були досить швидкими, а контакт короткочасним, інакше електрод прилипне до металу. Особливо часто це трапляється з новими електродами, які ще не побували в роботі.
У той же час частково витрачений електрод може не запалитися відразу через наплив, що утворився на його кінчику від розплавленого захисного покриття. Його простіше відбити методом постукування.
Безпосередньо до того, як правильно варити електрозварюванням, можна переходити після впевненого оволодіння навичкою збудження дуги. Але для початку варто розібратися, що відбувається чи має відбуватися у процесі. Без цього рухатися далі не вдасться.
Аналіз зварювального процесу
У місці виникнення зварювальної дуги температура сильно підвищується, в результаті чого починає плавитися метал і деталей, що зварюються, і самого стрижня електрода. Рідкий розплавлений метал заповнює собою випалене поглиблення, яке професійною мовою зветься звареною ванною.
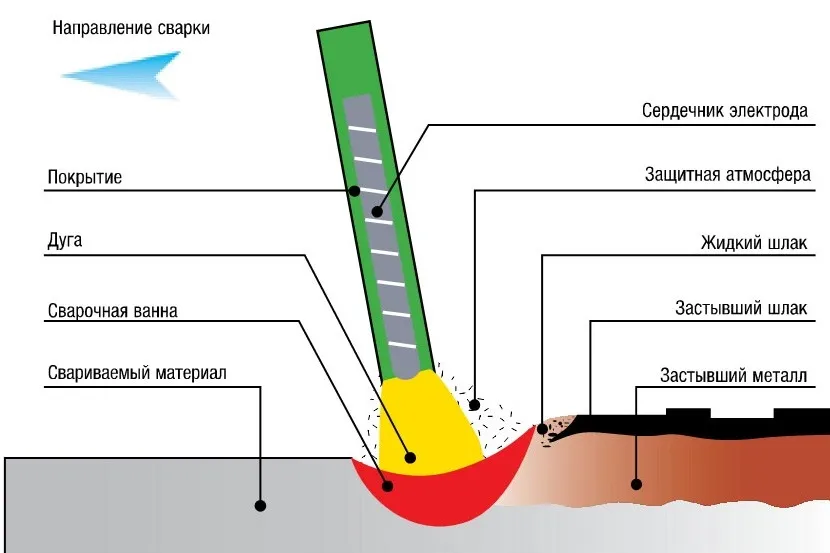
Одночасно руйнується захисне покриття електрода, виконуючи свою функцію: частина покриття плавиться, перетворюючись на шлак, який закриває собою свіжий стик і перешкоджає контакту металу з киснем, а також зберігає під собою високу температуру. А інша частина перетворюється на газоподібний стан, створюючи навколо звареної ванни захисну атмосферу, і теж не пропускаючи до неї кисень повітря.
Корисне відео
Шлакову кірку зі зварного шва відбивають постукуванням молотка після того, як він охолоне.
Важливі нюанси
Основний секрет, як правильно зварити дві деталі та отримати рівний шов, полягає в тому, щоб при переміщенні електрода шлак встигав покривати всю поверхню металу розплавленого. А це залежить від швидкості переміщення, кута нахилу електрода та траєкторії його руху. Чимале значення має сила струму.
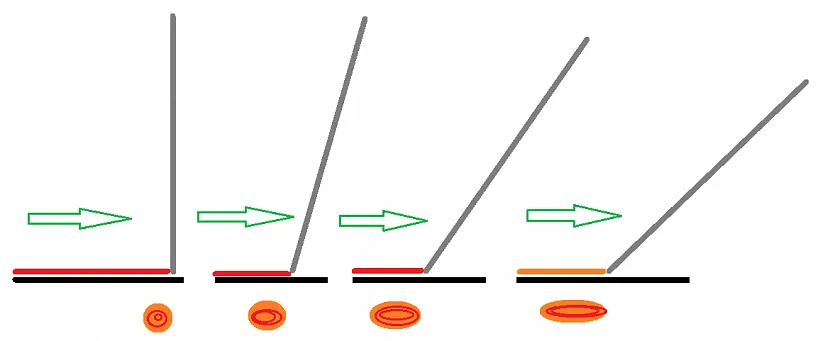
Універсальний робочий кут нахилу становить 30-60 градусів щодо вертикалі. При цьому:
- рухаючи електрод кутом вперед (від себе), зручно робити будь-які вертикальні, горизонтальні та кругові шви;
- кутом назад (до себе) – зварювати кутові з'єднання;
- вертикальне положення електрода допускається лише при зварюванні у важкодоступних місцях;
- кут більше 60 градусів сильно розтягує зварену ванну, а метал деталей, що зварюються, при цьому прогрівається гірше. Його зазвичай використовують, коли потрібно обрізати надлишки чи підправити грубий шов.
Швидкість зварювання визначається експериментально: потрібно стежити, щоб форма та розміри звареної ванни залишалися стабільними, не витягувалися та не розпливалися. Дуже важливо при цьому утримувати електрод на однаковій відстані від поверхні – 3-5 мм від неї. Причому в міру випалювання та поглиблення ванни його необхідно трохи опускати, а при переході на наступну ділянку знову піднімати, намагаючись не виходити із зазначених меж.
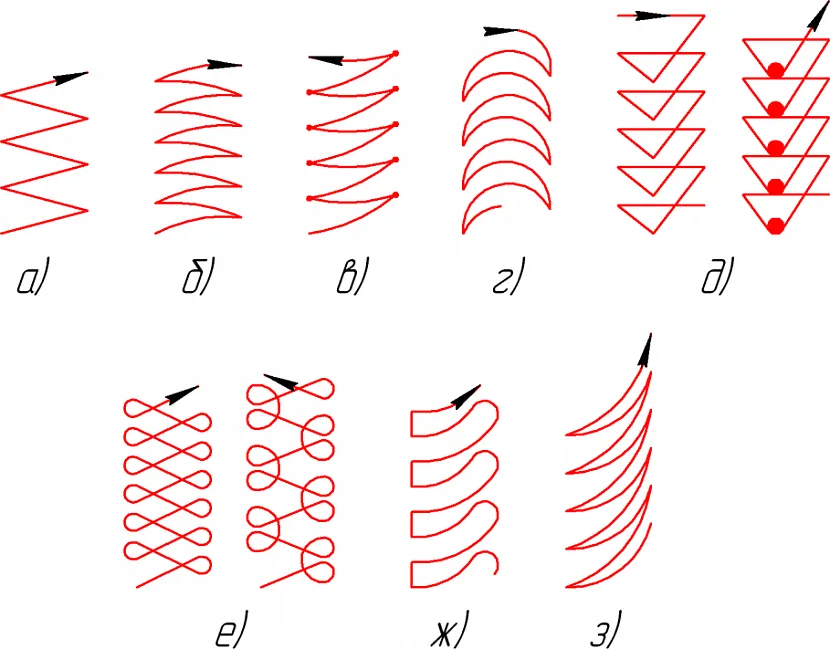
Щоб з'єднати кромки двох деталей, потрібно досягти проникнення їх частинок один в одного. Для цього електрод повинен рухатися не прямою лінією, а певною траєкторією, здійснюючи коливання з боку в бік. Ця траєкторія може нагадувати ялинку, драбинку, вісімки, пов'язані трикутники тощо.
Результатом має стати рівний валик із наплавленого металу з однаковою по всій довжині висотою та шириною. Щоб досягти цього, потрібно чимало тренуватися, відпрацьовуючи рухи та регулюючи силу струму. Тому що є різниця, як варити зварюванням тонкі листи, товстостінні труби чи інші вироби.
Спочатку вона підбирається по таблиці і залежить від того, яку товщину мають деталі, що зварюються.
| Товщина деталей, мм | Сила струму, А |
| 1-2 | 25-50 |
| 3 | 100-140 |
| 4-5 | 160-200 |
| 6-12 | 220-280 |
Це приблизні значення, і вони дано для зварювання, коли електрод спрямований вниз. При виконанні вертикальних чи стельових швів силу струму зменшують на 10-20%.
Зверніть увагу! Чим тонша кромка, що зварюється, тим меншого діаметра беруть електроди, і навпаки. "Трійка" підходить для матеріалів самої ходової товщини від 2 до 5 мм.
Але при стрибках напруги в мережі встановленої сили струму не вистачає для нормального перебігу процесу у відпрацьованому режимі. Тоді доводиться знижувати швидкість переміщення електрода або використовувати іншу траєкторію руху, щоб проходити по одному місцю не раз.
Все це досить важко описати словами – потрібно пробувати та добиватися задовільних результатів.
Корисне відео
Порада! Вчитися варити краще не на стиках, а на площині, відпрацьовуючи швидкість, траєкторію, рівень і кут нахилу. Уявний стик на металевій пластині можна накреслити крейдою і укладати вздовж нього зварний валик доти, доки він не буде добре.
Зварювання елементів
Впевнено освоївши ази зварювального процесу можна переходити до з'єднання елементів в єдину конструкцію. І тут теж є свої тонкощі, пов'язані з реакцією металу на таку дію.
В першу чергу потрібно правильно оцінювати довжину шва і домагатися того, щоб він не тягнув деталі, що з'єднуються на стиках. Для цього їх обов'язково фіксують у заданому положенні за допомогою струбцина або іншими способами. А щоб закріпити фіксацію, прихоплюють поперечними швами у кількох місцях. І лише потім обварюють.
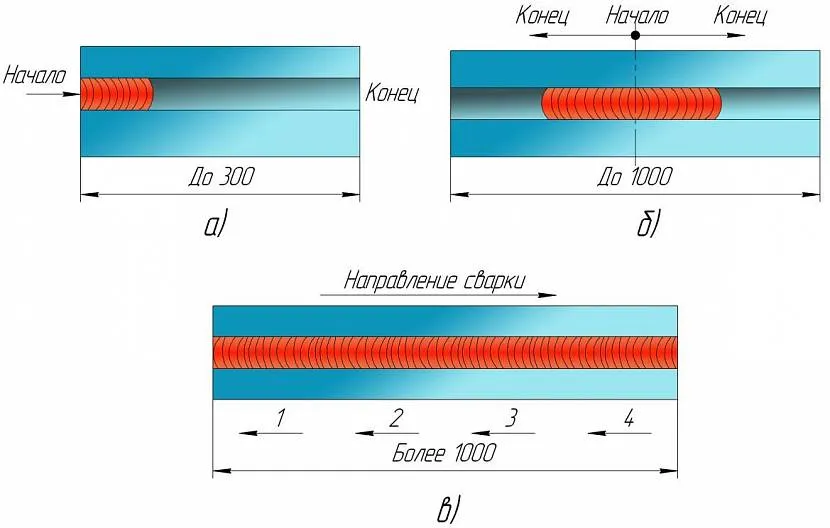
Порядок зварювання залежить від довжини стику. В одному напрямку та в один захід можна варити лише короткі шви завдовжки до 300 мм. Якщо ця відстань більша, необхідно компенсувати напруги, що виникають, накладаючи шви невеликими відрізками.
Не дуже гарні шви після закінчення роботи можна акуратно зрізати та відшліфувати болгаркою.
Висновок
Тепер ви маєте уявлення про те, як навчитися варити електрозварюванням самостійно. Але у цій справі знати теорію – це практично не знати нічого. Потрібна практика, відпрацювання рухів до автоматизму, а найголовніше – вироблення особливого чуття, яке підкаже, коли потрібно опустити електрод трохи нижче, коли змінити його кут чи збільшити силу струму. Все це приходить з часом. Але потрібно бути готовим до того, що, як мінімум, одна пачка електродів піде на тренування.





