Самостійне виготовлення напрямної для циркулярної пилки

Під час роботи ручною дисковою електропилою ідеально рівний різ можна отримати лише за допомогою спеціальних пристроїв. Та й на стаціонарному верстаті без них не обійтись. Одним із них є напрямна для циркулярної пилки. Розглянемо які види упорів бувають і як виготовити їх самостійно.

Особливості напрямної для циркулярки
Можливості ручного інструменту часто обмежені. Щоб зробити пропил у дерев'яній заготовці, необхідно щільно притиснути до неї підошву ручної циркулярки та плавно просувати її вперед по розмітці. Але занурення робочого диска деревину супроводжується вібрацією. Тому досить важко утримати інструмент у руках на заданій траєкторії руху.
Ось для таких операцій і застосовується паралельний акцент для циркулярки. Він кріпиться на деталі поруч із лінією розмітки. І, уперши в нього бічну частину підошви ручної пилки, можна домогтися ідеально рівного різу. Такий пристрій стає вкрай необхідним при фугуванні дощок. Без нього подібну роботу зробити дуже важко.
Призначення напрямної шини:
- Забезпечити точність різання та якість роботи.
- Створити безпеку у робочій зоні.
- Дозволити виконати розпили різних конфігурацій.
Інструмент дозволяє робити не тільки поздовжні різи, а й поперечні. За допомогою нього можна відрегулювати параметри деталі, що обробляється. А також проводити обробку відразу кількох елементів. Наприклад, виконувати пакетне торцювання.

У ролі напрямної для дискової пилки може виступити звичайна дерев'яна планка або брусок достатньої довжини та товщини. Єдина умова – деталь має бути ідеально оброблена. І всі її сторони бездоганно вирівняні. Планку можна затиснути до робочого столу струбцинами разом із заготівлею. Вже цей простий пристрій значно полегшить проведення операцій з довгого різу.
Але перед майстром інколи стоять і непрості завдання. Наприклад, обробити деталь під певним кутом або виконати різ складної конфігурації. І в цьому випадку без спеціального пристрою вже не обійтися.
Бічний упор для циркулярної пилки випускається різних видів:
- односторонній;
- двосторонній;
- симетричний;
- асиметричний;
- складної конфігурації;
- під спеціалізовані завдання;
- для різання поперечок;
- універсальний.
Найчастіше на робочий бік інструменту наноситься міліметрова розмітка. Лінійка для циркулярної пилки значно полегшує робочий процес. Також буває необхідною, якщо потрібно випиляти пази до деталей.
Універсальну шину можна використовувати як на стаціонарній циркулярці, так і при роботі ручним інструментом. Вона стане в нагоді при використанні електролобзика або механічної пили по дереву. Ну, і само собою, під час роботи циркулярною пилкою.
Способи виготовлення
У заводських умовах упор для циркулярної пилки виробляють переважно з металу. Але трапляються екземпляри з деревини. Головна умова – матеріал не повинен піддаватися деформації. Народні умільці використовують для напрямної різну сировину.
Матеріали для виготовлення шини в домашніх умовах:
- фанера;
- дерев'яні бруски;
- металевий куточок;
- п-подібний профіль;
- рейка;
- труба торцювальна;
- ламінат.
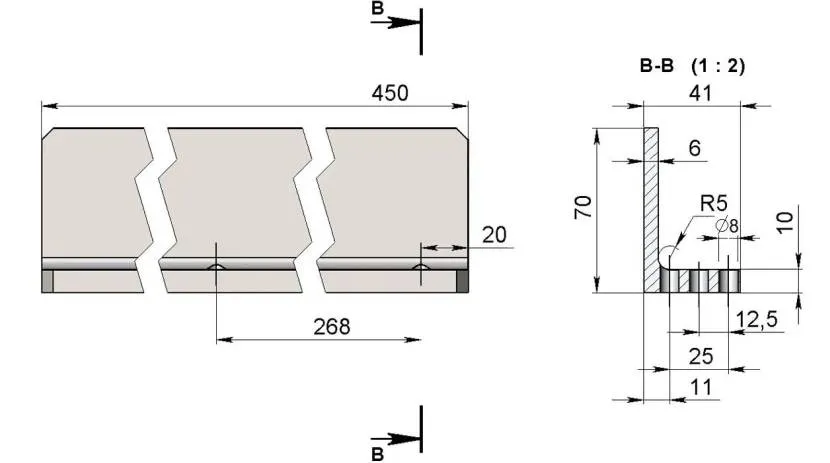
Найлегше направляючу для циркулярки зробити з пресованого типового профілю. Для роботи підійде заготовка як з алюмінієвих сплавів, так і магнієвих. Потрібно підібрати деталь із нерівним поличним кутовим перетином. Наприклад, одна сторона завширшки буде 70 мм, а завтовшки 6 мм. Інший бік куточка має розміри 41×10 мм.

Підганяння під стіл з пазами
Цей спосіб підійде, якщо в майстерні є робочий верстат, у стільниці якого вже є пази. Приблизно такі, як на стандартному стаціонарному розпилювальному верстаті. По обидва боки від дискової пилки. Ширину паза беремо довільно. У нашому випадку вона – 8 мм.
Паралельний упор для циркулярної пилки на робочому столі розташовуватиметься так. Вузька сторона профілю прилягатиме до поверхні. Її торець повинен дивитися на протилежний бік від дискової пилки. Широка частина височить над столом. По ній ковзатиме оброблювана дерев'яна заготівля.
Весь процес виготовлення зводиться до наступного:
- Профіль обрізається за потрібним розміром. Він повинен бути трохи меншим за довжину столу.
- На вузькій частині із внутрішньої сторони відзначається середина довжини всієї деталі.
- На верстаті вимірюється відстань між пазами. І ділиться навпіл. А до результату у міліметрах додається ще 4.
- Отриманий розмір відзначається обидві сторони від середини вузької частини профілю.
- На цих відмітках проводиться перпендикулярна до широкої частини куточка лінія.
- На ній відзначаються центри під три наскрізні отвори з кожного боку вузької частини. Їх діаметр – 8 мм і вони повинні знаходитись на рівній відстані один від одного. Як на наведеному кресленні.
- Всі шість отворів висвердлюються та обробляються надфілем.
- Центральні дірки не чіпаємо, а в кожну крайню запресовується штифт із зовнішнього боку куточка. Його довжина, що виступає, дорівнює глибині паза на робочому столі.
На завершальному етапі вставляємо готову деталь штифтами в пази на робочому столі. Напрямна дискова пилка повинна вільно переміщатися по поверхні в рамках пазів. Штифти не дозволять упору порушувати паралельність із дисковою пилкою. Для жорсткої фіксації з верстатом необхідно підібрати 2 болти потрібних розмірів.
Для столу без пазів
Заготівлю беремо таку саму, як і в попередньому випадку. Але оскільки стіл вже без спрямовуючих пазів, то знадобиться виготовлення двох додаткових деталей. Їх можна зробити з металевого рівнополочного куточка перетином 20×20 мм.
Вони ковзатимуть по торцях робочого столу і виконуватимуть роль напрямних. Але оскільки товщина стільниці верстата може бути більшою, можливо доведеться підібрати куточок з відповідними за розміром сторонами. Тому що одне з ребер профілю має заходити під стільницю.

Покрокове виготовлення бічного упору для циркулярної пилки:
- Заготівля обрізається по довжині столу.
- На її краях, в торцях вузької частини, висвердлюються по два отвори на глибину 30 мм для подальшого нанесення внутрішньої різьби М5.
- Мітчиком нарізається різьблення у кожному їх.
- Від сталевого куточка відрізаються дві деталі, рівні ширині тонкої частини профілю (41 мм).
- У кожному їх необхідно виконати по 3 отвори під різьблення М5. Два по краях угорі. Але щоб вони збіглися з проробленими отворами в торці куточка. І одне унизу посередині для фіксації зі столом.
- У всіх отворах нарізається різьблення.
- Кожна деталь кріпиться до торців упору для циркулярки гвинтами або болтами М5×25.
Для центрального отвору потрібно підібрати болт або з баранчиком, або використовувати стандартний з шестигранною головкою. Щоб було зручніше зафіксувати напрямну у потрібному місці.
Такі прості пристрої значно спростять всі операції з розпилювання деревини. А завдяки упору різ вийде ідеально рівним. Причому користуватися нехитрим механізмом легко та зручно в обох випадках.
Корисне відео
Висновок
Спрямовує робочий стіл для циркулярної пили є незамінним атрибутом. Без неї неможливо зробити ідеально рівний різ на дерев'яній заготовці. Проблему відсутності необхідного пристрою можна вирішити підручними засобами. Наприклад, закріпити відповідний рівний брусок на робочому столі струбцинами.
Звичайно, зручніше користуватися заводськими напрямними. У продажу можна знайти широкий асортимент різних паралельних упорів. Як із розміткою, так і без неї. Але для тих, хто не любить витрачати зайві гроші, завжди є вихід зі становища. Потрібну деталь можна зробити власноруч. І вона вийти не гірше, запропонованих у магазині.





