Маркування електродів для ручного дугового зварювання: розшифровка
Для роботи з ручними зварювальними апаратами потрібні електроди. Знання про електродугові апарати, маркування матеріалів та інші особливості виконання робіт стануть у нагоді як новачкові, так і досвідченому майстру. Електроди вважаються дещо складними для вивчення. З метою полегшення процесу творення придумана спеціальна класифікація.
Зміст статті [приховати] [показати]
- Призначення та склад електродів
- Тип стрижнів та розшифровка маркування електродів
- Зварювальні стрижні: види та характеристики
- Розшифровка зварювальних електродів
- Параметри зварювального струму
- Виробники зварювальних електродів
- Які стрижні підходять для зварювальних робіт у побуті
- Види зварювальних матеріалів
- За параметрами зварювального струму
- Висновок
Призначення та склад електродів
Сьогодні електроди можна обирати під різні завдання. Враховуються при доборі:
- вид конструкції, що зварюється;
- особливості шва;
- матеріал;
- інші допоміжні настройки.
Корисне відео
Нижче розповімо про класифікацію електродних елементів, їх призначення та властивості.
Призначення металевого стрижня - наплавлення матеріалу, що зварюється на конкретне місце, де проводиться з'єднання заготовки. Основна частина електрода служить щодо себе струму. Кінець розхідника під впливом підвищеної температури зварювальної дуги розплавляється. У момент плавлення закінчення електрода утворюється разом із розплавленою конструкцією цілісний виріб.
З чого складається плавиться електрод
Зварювальний електрод має просту будову. Головна його складова – стрижень, із зовнішнього боку виготовлене спеціальне покриття. Кінець, який плавиться і контактує з матеріалом, що зварюється, зроблений без обмазки.
Тип стрижнів та розшифровка маркування електродів
На будь-якій тарі, в яку упаковані зварювальні стрижні, є буквенно-цифрове кодування, наприклад: Е50А-УОНІ – 13/55 – 5,0 – УД / Е514 (4) – Б20
Електроди, їх маркування
Перші цифри позначення на показовому прикладі вказують на вигляд стрижня. Е50А – розхідники, якими можна працювати при зварюванні сталевих армованого та неармованого металу. Для полегшення розуміння абревіатури рекомендується розбити її на складові:
- Е – стрижень використовується для зварювання на дуговому апараті.
- 50 – граничне значення міцності з'єднання.
У нашому зразку цей параметр 50 кгс на 1 кв. мм.
- А - стик має в'язкість навантаження і хорошу гнучкість.
З цього зразка зрозуміло, що розібратися з розшифровкою електродів можна, її не можна вважати складним завданням. Якщо під рукою буде пояснення що означають цифрові та буквені знаки, розбереться будь-який новачок.
Зварювальні стрижні: види та характеристики
Для роботи з армованими виробами потрібні стрижні, що мають кодування «Е» та коди твердості, вказані цифрами: 38, 42, 46, 50, 55, 60, 70, 85, 100, 125, 150; 42А, 46А, 50А.
У разі, коли потрібно з'єднати стійкі до термічного впливу види сталевих виробів, користуються розхідниками з кодуванням Е-09 і Е-10. Для зварювання високолегованого металу підходять багато видів електродів, їх число більше 40. Найчастіше вибирають: Е-12Х13, Е-06Х13Н, Е-10Х17Т, Е-12Х11НМФ, Е-12Х11НМФ.
Для з'єднання матеріалів із заздалегідь відомими характеристиками використовуються електроди: Е-10Г2, Е-12Г4, Е-10Г3, Е-16Г2ХМ, Е-15Г5, Е-30Г2ХМ, загальна кількість видів – 38.
Корисне відео
Розшифровка зварювальних електродів
У показовому прикладі є кодування УОНИ – 13/55, що характеризує марку електрода. Вона докладно розкрита у розділі ГОСТу. Іноді зустрічається запатентоване виробником позначення. У такий спосіб промарковано продукцію групи «ОК» від виробничого бренду ESAB.

Діаметр стрижня
При розшифровці маркування електродів можна зустріти цифрові позначення, що показують переріз розхідника мм. У зазначеному зразку цей параметр – 5 мм. Орієнтуючись на це значення, треба знати важливу обставину: чим більша товщина матеріалу, що зварюється, тим вище повинен бути і цей параметр.
Призначення
У показовому зразку буква «У», розміщена практично наприкінці маркування, говорить про вибір розхідника, що підходить для зварювальних робіт з конструкціями з неармованої сталевої сировини, що має граничну величину за твердістю близько 60 кгс на 1 мм2. Коли необхідно працювати з металевою продукцією з іншими параметрами, треба використовувати інші символи, наприклад, «Л». Інші літери:
- "В" використовується для зварювальних робіт на заготовках, що характеризуються незвичайними якостями.
- "Н" - для наплавлення.
Літера "Т" вказує на те, що стрижні підходять для зварювання теплостійких металевих виробів.
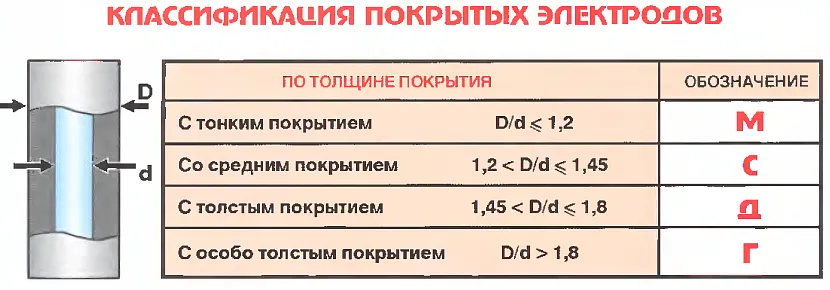
Параметр щільності покриття
Наступний після У – буквений код Д, розташований у показовому зразку, вказує наскільки товстим зроблений шар обмазки. У нашому випадку цей прошарок має досить велику товщину. Крім Д, електроди мають інші літери: «М» - несильно товста поверхня, ближче до тонкого, «С» - середньої величини, «Г» - велика товщина.
Угруповання індексів
Незнання принципу розшифровки всіх електродів часто стає перешкодою для непрофесіоналів. Маркування справді складне, оскільки багато кодів надають інформацію одночасно. Аналогічна комбінація цифр є на упаковці електродів, які призначені для зварювання заготовок з високолегованої сталі.
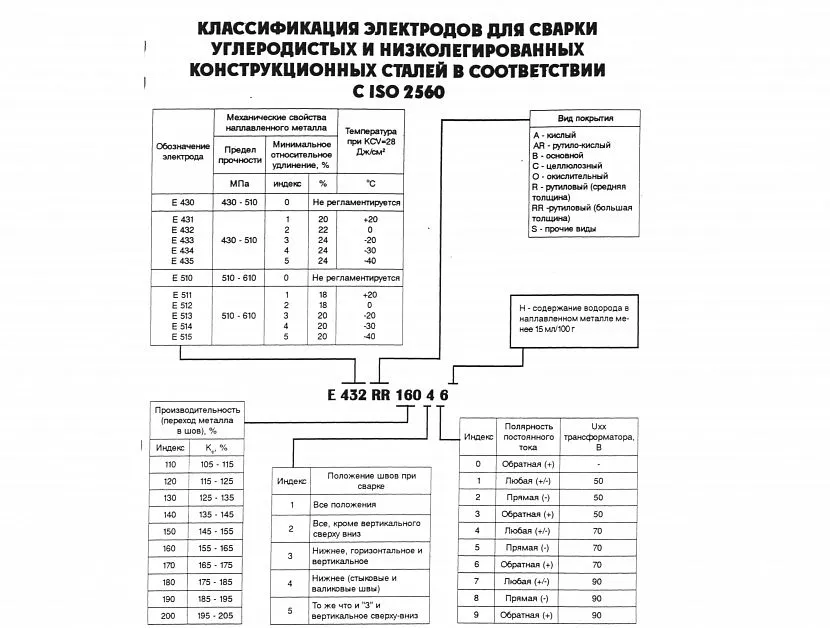
Перейдемо до розшифрування наступних символів, які позначають:
- 5 – стійкість стику до корозійного руйнування;
- 1 – температура за максимальним значенням.
У разі це робочий параметр. Саме показу граничного значення вказується міцність стику при сильному нагріванні.
- 4 – температурна величина стику (робоча);
- (4) - число феритової стадії в стику.
Тут закладено принцип прямолінійної взаємозалежності: що числова величина більше у маркуванні, то більш значимий дійсний параметр. На малюнку показані у табличному вигляді залежні фактори.
Стрижні, призначені для наплавлення, містять великий блок індексних груп. До звичної комбінації, що складається з трьох - чотирьох цифрових кодів, через (/) додається поєднання символів, розділених один від одного рисою. Наприклад: Е200/22-1. Перший код 200/22 дає інформацію про міцність заготівлі, за ними допускається проводити зварювання з наплавлення. Інша цифра (1) – міцність металу, що створюється без дії підвищених температур. При заміні в маркуванні цифри 1 код 2 означає, що твердість вдасться створити лише після обробки виробу при підвищеній температурі.
Специфічні коди
Існує один різновид закордонного маркування. Вона входить у групування індексів, проте розташовується окремо, показує вид стрижнів. У нашому прикладі код «Е» - матеріал, що плавиться, що має покриття.
Різновиди покриття
У маркуванні стрижнів цей код розташований наприкінці рядка. Цей параметр показаний знаком, що означає:
- "А" - кислотні;
- "Б" - мають основне покриття;
- "Р" - поверхня з мінералу рутила;
- «Ц» – целюлозною обмазкою;
- "П" - інше.
Часто трапляються комбінації різних літер. Говорить про те, що це комбіноване покриття. Інші кодування розшифровуються таким чином:
- «РЦ» - мінерал (рутил) та целюлоза.
- «Ж» - міститься у складі добавка як порошку жовтуватого відтінку.
Якщо комбінація з 2-х кодів – «БЖ», то вказує, що в головне покриття додано порошкову речовину жовтого кольору.

Положення у просторі
Зварювальні стрижні поділяються на певні види. Конкретний їх використовується для зварювання у своїй позиції у просторі. У показовому зразку передостанній цифровий код 2 означає, що з електродом можна використовувати будь-якому положенні, крім вертикалі.
Інші позначення:
- "1" універсальність;
- "3" допускається зварювати на заготівлі по вертикалі, якщо утримувати стрижень по горизонталі;
- "4" зварювання нижніх кутів виробів.
У такий спосіб маркуються як вітчизняні електроди, так і зарубіжні.
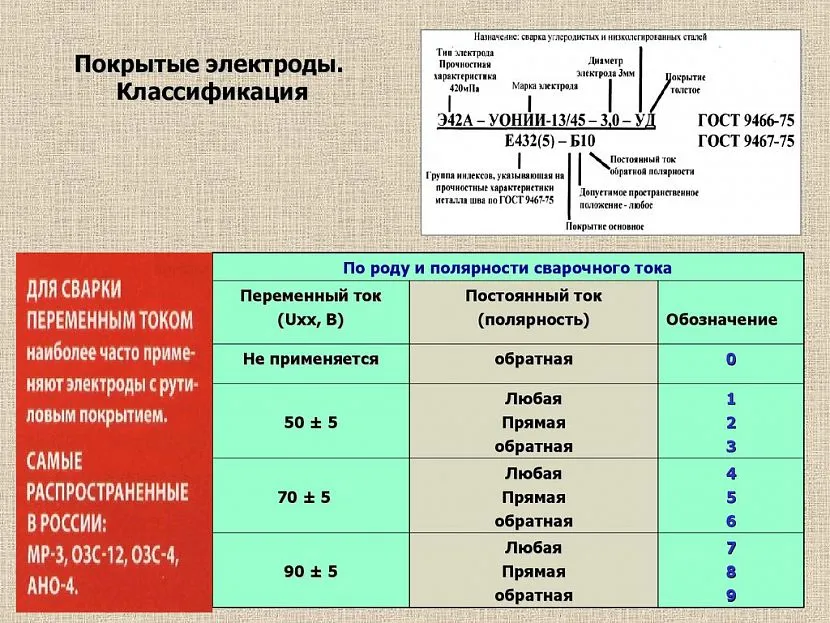
Параметри зварювального струму
Знаки можна зустріти який завжди, особливо в застосуванні змінного струму. У прикладі остання цифра «0» означає, що допускається працювати постійному значенні струму, лише за умови зворотної полярності.
Виробники зварювальних електродів
На ринку витратних матеріалів представлений широкий вибір електродів, що випускаються вітчизняними виробниками. Технологічні потужності виробництв дозволяє закрити потреби фізичних осіб та підприємств різної сфери діяльності.
Російські виробники електродів діляться на 3 категорії:
- Великі виробництва, які постачають матеріалами основну частину покупців.
- Заводи класу "імпорт".
- Підприємства малого бізнесу, що виготовляють продукцію задоволення власних потреб.
Перелічимо кілька виробничих компаній, що випускають електроди:
- СВЕЛ - Алтайський завод зварювальних електродів.
Сучасне підприємство, що виробляє широкий спектр продукції з покриттям.
- Білоріченський електродний завод «Рамсес».
Зварювальні матеріали випускають відповідно до держстандартів, вироби сертифіковані.
- «Електрод-Бора».
Виготовляє універсальні зварювальні електроди.
Продукція російських виробників затребувана різних сфер діяльності, активно купується у магазинах нашої країни, а й там.
Корисне відео
Які стрижні підходять для зварювальних робіт у побуті
Відео, де представлена повна інформація про підбір розхідників для початківців зварювальників:
Корисне відео
Види зварювальних матеріалів
Електроди, що використовуються в роботах з дуговим ручним зварюванням, поділяються на:
- Неплавляться.
Виготовляються з різних видів матеріалів, що відрізняються тугоплавкістю: вольфрам, графіт, вугілля. Призначені для розпалювання та збереження зварювальної дуги. Місця з'єднання заготовок заповнюються присадками, створеними за допомогою ручного піднесення розхідника, що плавиться.
- Плаваючий.
Цей вид електрода розплавляється в процесі зварювальних процесів на поверхні конструкції. Виготовляється зі сталі, чавуну, міді чи іншого металу. Конкретний вид сировини залежить від матеріалу. Стрижень виконує функцію присадки, і навіть грає роль катода чи анода. Бувають електроди покритими та непокритими.
За параметрами зварювального струму
Стрижні перетином 4 мм. вибираються для зварювання на простих зварювальних пристроях. Їх також застосовують на найбільш продуктивних та потужних агрегатах.
Довжина даного розхідника – 35 та 45 см. Підходять для зварювання тонких заготовок до 1 см. Функціонують на силі струму – 220А. Зварювальними розхідниками перетином від 5 до 12 мм. користуються лише зварювальних роботах за наявності додаткового освітлення, створеного з допомогою потужних освітлювальних установок.

Висновок
Маркування електродів важливе для розуміння їх призначення та правильного вибору стрижнів для зварювання. Вони різні, залежить від заготівлі. Незважаючи на складність, розібратися в них можна. Сподіваємося, що інформація цієї статті у цьому вам допоможе.





