Апарат для аргонного зварювання: який вибрати

Аргонова зварювання потребує більшої праці, але дозволяє виконувати роботу якісніше. При виборі апарату необхідно враховувати особливості, притаманні її використанню. Знаючи, на що звертати увагу, можна знайти найбільш вдалий пристрій. При виборі необхідно враховувати як характеристики апарата, а й наявність додаткових функціональних можливостей.

Що таке аргонне зварювання
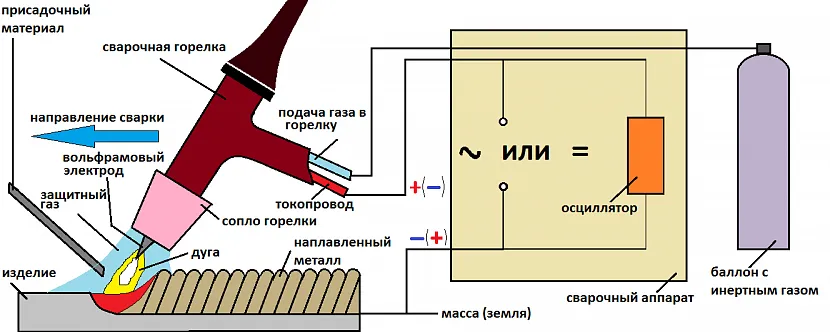
При використанні такого методу нагрівання створюється за допомогою електричної дуги. Такий спосіб називається TIG зварювання. На місце горіння постійно надходить інертний газ, перешкоджаючи окисленню металу. Щоб отримати потрібні умови, знадобиться джерело струму, який забезпечує високу силу струму при зниженій напрузі.
Електрод у процесі зварювання не плавиться, що підвищує акуратність та точність роботи. До виробу підключається провід маси. При дотику з вольфрамовим електродом, що під напругою до робочої деталі утворюється дуга. Її довжина має бути 2-5 мм. Температура дуги становить 2000–5000 градусів. Вона визначається силою струму, що забезпечується зварювальним апаратом.
Іноді необхідно забезпечувати невеликі поперечні коливання. Це може знадобитися при зварюванні деталей, між якими є незначний зазор або у випадку, коли потрібно збільшити ширину шва. Тонкі шви зварюють, пересуваючи електрод прямою лінією. В останньому випадку з'єднання стає дуже обережним.

Під час роботи іноді застосовують присадний дріт. Її зварювальник подає другою рукою. З її допомогою можна підвищити висоту шва, надати йому лускатий вигляд, зробити наплавлення додаткового металу.
Інертний газ подається в пальник. З цією метою найчастіше застосовується аргон. Він витісняє з робочого простору повітря, перешкоджаючи процесам окислення металу, а також виключаючи утворення пір у шві. Аргонова зварювання створює гарне та міцне з'єднання деталей.
Струмінь аргону знижує температуру сопла пальника та електрода, зменшуючи їх знос. Після завершення роботи інертний газ охолоджує структуру шва.

Плюси та мінуси аргонного зварювання
При використанні цього способу отримують такі переваги:
- Доступне регулювання висоти шва шляхом використання дроту присадки або відмови від нього.
- У процесі роботи не утворюються бризки розжареного металу.
- Нагрів відбувається локально, виключаючи виникнення деформації виробу, що обробляється.
- Може надійно поєднувати тонкі поверхні.
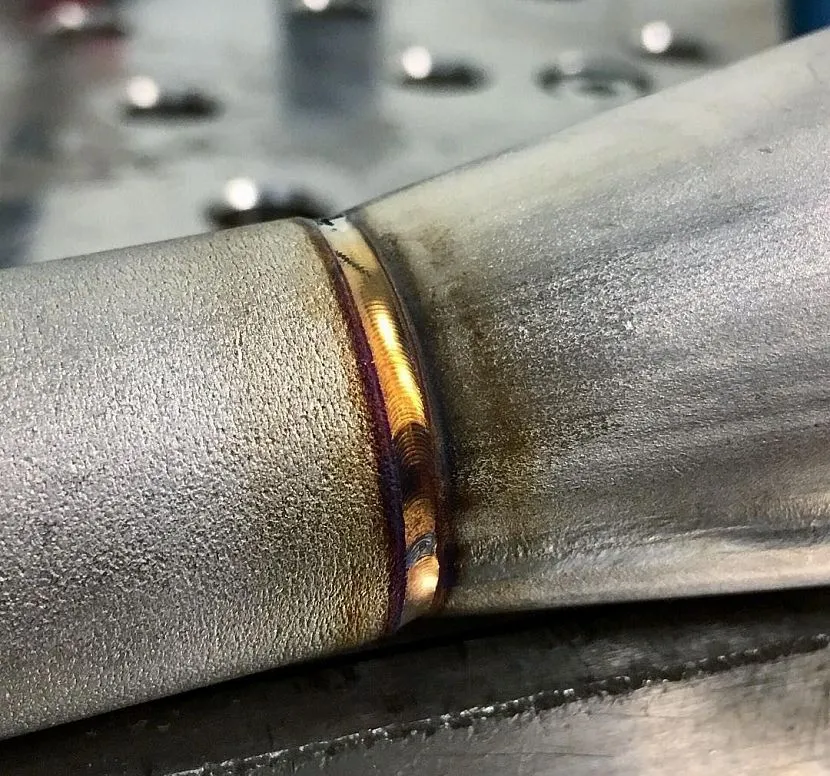
- Шви, що виходять при аргоновому зварюванні, мають високу міцність.
- Чи не утворюється шлакова кірка.
- Створюються тонкі та акуратні шви.
- Отримані сполуки мають герметичність.
- Можна зварювати метали, які з'єднати із застосуванням звичайного зварювання не можна.
- Після виконання робіт часто немає необхідності додаткової механічної обробки.

Цей спосіб зварювання має такі недоліки:
- Процес роботи повільніший, ніж при звичайному зварюванні.
- Для налаштування та використання зварювального апарату потрібно мати професійні знання та навички.
- При використанні присадки потрібно коригувати подачу дроту. Вона швидко витрачається і потребує постійної уваги.
- Використовуються вольфрамові електроди, які коштують дорожче за звичайні.
- Виконуючи роботу, необхідно забезпечити наявність балона з аргоном.
- За наявності руху повітря або протягу аргон здувається, що ускладнює зварювання. Для того, щоб якісно виконати роботу, її необхідно робити в закритому приміщенні або захист від вітру.
- Використання керамічного сопла обмежує видимість шва.
- Ковпак пальника ускладнює роботу у важкодоступному місці.
Аргонова зварювання дозволяє зробити обробку якісніше, але вимагає забезпечити відповідні умови для роботи.
Вибір зварювального апарату
Для того щоб вирішити, який зварювальний апарат необхідний, потрібно визначити, для чого його планується придбати. Для цього враховують таке:
- Потрібно оцінити власний досвід роботи з TIG зварюванням. Якщо він недостатній, використання такої техніки може стати неефективним.
- Потрібна доля товщину оброблюваних деталей та обміркувати можливість використання звичайного виду зварювання.
- Які матеріали потрібно зварювати. У деяких випадках застосування TIG зварювання є найкращим способом, в інших можна розглянути альтернативні варіанти.
- Потрібно визначити, чи планується регулярно використовувати цю техніку, чи вона потрібна для разового застосування.
Відповівши на ці питання, можна приступити до вибору відповідної моделі зварювального апарату.

Існує моделі, які використовують як змінний, і постійний струм. Перший варіант підійде для роботи з алюмінієм, магнієм або металами, у яких є оксидна плівка. Апарати з постійним струмом застосовуються для зварювання сталі, чавуну чи міді. Існують універсальні моделі, що дозволяють використовувати той вид струму, який потрібний у конкретному випадку. Їх легко відрізнити за назвою, тому що в ній мають бути символи AC/DC.
Апарати різняться залежно від величини зварювального струму, що використовується. Вибір залежить від виду струму, матеріалу і товщини деталей, що зварюються. Визначивши, які потрібно буде обробляти, вибирають техніку, яка здатна забезпечити потрібний режим роботи.
Наприклад, якщо йдеться про сталеві деталі товщиною до 6 мм, необхідно забезпечити 200 А. У тому випадку, коли належить зварювати сталь до 1 мм або мідь до 5 мм, то знадобиться сила струму в діапазоні від 5 до 200 А.
При покупці треба оцінити стабільність електричної дуги при струмі менше 10 А. Це важливо, якщо передбачається обробку тонких деталей.
Деякі апарати можуть використовувати імпульсний режим. Він застосовується для обробки деталей невеликої товщини. Він діє з використанням малих струмів. У цьому режимі зменшується теплова дія на метал. У процесі роботи струм періодично змінюється з максимального до мінімального та назад.
Кожен апарат може забезпечити обмежений час безперервної роботи. Воно залежить від сили струму і зазвичай становить кілька хвилин. Насправді такий час — трохи більше 3-4. Тому можна вибрати зварювальний апарат із меншою тривалістю, заощадивши на цьому.
Занижений параметр призведе до збільшення часу обробки. У цьому випадку потрібно часто переривати зварювання для охолодження робочого вузла. Завищений параметр призведе до подорожчання вартості апарату.

Додаткові функції
Потрібно звернути увагу на можливість правильно проводити заварювання кратера. При неакуратній роботі він може утворитися у фінальній частині шва. Щоб уникнути цього необхідно забезпечити плавне зменшення сили струму на заключній ділянці. У зварювальному апараті для цього використовується спеціальний режим.

Правильне виконання включення дуги важливе, оскільки воно виключить виникнення певних проблем. Якщо електрична дуга спалахує в контакті з деталлю, то можливе пропалювання металу. Високочастотний підпал дозволяє включити дугу, не торкаючись до металу, що обробляється, виключаючи виникнення такої проблеми. При цьому деталі не залишається вольфрамових включень. Ефект досягається рахунок короткочасної попередньої подачі сильнішого струму.
Продування інертним газом захищає шов від окислення. Вона забезпечує охолодження вольфрамового електрода та керамічного пальника. Її можна також виконувати попередньо або після вимкнення електричної дуги.
Потрібно враховувати, яка напруга живлення потрібна для роботи. Більшість апаратів підходить однофазне, рівне 220 У. Більш потужним знадобиться трифазне, що забезпечує 380 У.
У деяких апаратах додатково застосовується охолодження рідини пальника. Воно забезпечує зниження зносу та збільшення терміну експлуатації цього вузла.

Додаткове обладнання
Зазвичай зварювальний апарат купується разом з аргоновим пальником, однак у деяких моделях преміального класу продається окремо. Це стосується, наприклад, певних марок EWM, Lincoln Electric.
Вибираючи пальник, потрібно враховувати таке. Вони можуть кнопковим керуванням або вентильного типу. Вони різняться способом включення. У першому випадку їх відкривають за допомогою натискання кнопки, у другому – поворотом вентиля.
Довжина рукава 2-5 метрів. Цей параметр залежить від конкретних завдань зварювальника. Він визначається розміром оброблюваних деталей та необхідною мірою мобільності.
Для роботи буде потрібний балон з інертним газом. При регулярному використанні зварювального апарату достатньо ємності 10 літрів. Він невеликий - зручний при зберіганні та транспортуванні. При роботі на виробництві або в майстерні купують балон на 150 літрів.
Щоб його використовувати, потрібний шланг, який пов'язує його з приладом. Додатково будуть необхідні: редуктор, а також манометри високого та низького тиску. З допомогою першого їх контролюють залишок газу, другий дозволяє регулювати його подачу до роботи.
Для виконання зварювання потрібні вольфрамові електроди. Їх постачають з різними кольорами наконечника залежно від того, з якими типами металів потрібно буде працювати. Найчастіше застосовуються ті, які мають наконечник має синій колір.
Діаметр електродів дорівнює 16-40 мм. Він повинен відповідати товщині оброблюваних деталей, що використовується силі струму та глибині, на яку виконується проплавлення.
Якщо деталі щільно з'єднані один з одним і не передбачається значного механічного навантаження, то дріт присади можна не використовувати. В інших випадках необхідно передбачити її придбання. Матеріал повинен бути таким же, як у деталей, що зварюються.
Іноді за допомогою дроту присаджують роблять наплив металу відповідної товщини. Зазвичай це потрібно для подальшої обробки з метою надання заданої форми.

Висновок
Апарати для аргонового зварювання мають більше можливостей у порівнянні зі звичайними, але для їх використання потрібно мати достатній рівень знань і навичок. Аргонова зварювання дозволяє не тільки працювати акуратніше, але й дає можливість обробляти метали, які не можна з'єднати звичайним чином. Правильний вибір апарата та додаткових пристроїв допоможе забезпечити виконання міцного та якісного зварювання.





