4 види зварювання труб: який вибрати для трубопроводу і чим вони відрізняються

Зварювання труб застосовується для надійного з'єднання конструкції, де потрібна герметичність. Якість швів залежить від апаратури та досвіду майстра. Розглянемо, які є види електродів і навіщо призначений кожен із новачків. Також ознайомимося з видами швів та з'єднань. Розберемо які попередні роботи необхідно зробити перед зварюванням. І дізнаємося кілька корисних порад, які стануть у нагоді новачкові в процесі.

Підбір електродів
Електроди – це перше, що треба вибрати, перш ніж почати варити труби. Від їхньої якості залежить надійність швів і те, наскільки система буде герметичною, а також процес. Чим якісніший електрод, тим легшим буде процес.
Електрод – це тонкий стрижень із сталі, товщиною 0,2-0,5 см, на який нанесене спеціальне покриття, що дозволяє створити стійку дугу під час зварювання. Також з його допомогою формується зварний шов, і він запобігає окисленню.
Класифікують електроди за типом серцевини та різновидом покриття.
За першим пунктом електроди ділять на два види:
- Із серединою, що плавиться. Усередині розташований дріт, товщину якого вибирають залежно від типу зварювання.
- З серединою, що не плавиться. Робляться вони із графіту, електротехнічного вугілля чи вольфраму.

Покриття на електродах також може бути різним:
| Оболонка | Марка | Характеристика |
| Целюлозна | C | Найчастіше використовуються для з'єднання із трубами великих перерізів. Найчастіше це газові чи водні магістралі. |
| Рутилово-кислотна | RA | Застосовуються для зварювання опалювальних чи водопровідних труб. При роботі з таким електродом може з'явитися шлак, який можна прибрати, постукаючи або поруч з ним. |
| Рутилова | RR | Такими електродами виходять акуратні шви і мінімум шлаку (а налиплий легко забирається). Найчастіше застосовуються для кутових з'єднань або при наварюванні наступних шарів. |
| Рутилово-целюлозна | RC | Підходять для будь-якої площини, найчастіше використовується для того, щоб робити довгі вертикальні шви. |
| Основна | B | Універсальні електроди часто застосовуються для з'єднання товстих труб або деталей, які будуть використовуватися при мінусовій температурі. |
У підборі електродів важливо пам'ятати, що якість залежить від ціни. Якщо придбати неякісний матеріал, то потім, можливо, доведеться витратити ще більше для переробки.

Попередні роботи
Для того, щоб якісно з'єднати труби зварюванням, потрібно ретельно підійти до процесу підготовки поверхонь. Так як часто при виконанні шва доводиться працювати зі старими трубами, то насамперед слід зачистити робочу поверхню металу до блиску, щоб на краях не було іржі, фарби або окалин. Розмір поверхні для очищення повинен становити не менше ніж 1 см від краю.
На краях труб слід зробити фаску (сточити краї під кутом 65-70 °) і залишити притуплення в 2 мм (не сточена частина). Після цього рекомендується знежирити труби в місці зварювання за допомогою хімічних речовин, наприклад розчинника, спирту або їх аналогів. Це допоможе створити якіснішу адгезію (прилипання) матеріалу на робочій поверхні.
Також потрібно перевірити краї труб на наявність дефектів. Вироби з тріщинами або сколами можуть погано з'єднатися, а також на початку робіт тиск або підвищення температури може зруйнувати місце з пошкодженою поверхнею.

При зварюванні слід врахувати товщину стінок матеріалу, оскільки зварити дві труби може бути неможливо або дуже складно. Потрібно проводити роботи між 2 поверхнями з однаковою товщиною, так як повноцінного з'єднання тонкостінної та товстостінної труб не вийде через недостатнє приварювання шва. Також при такому процесі тонку трубу можна проварити наскрізь, що буде причиною деформації або поломки в місці стику.
При зварювальних роботах слід врахувати кут зрізу труб. Він повинен становити 90°, тому що шов буде не таким міцним, а це може призвести до деформації або руйнування сполуки. Також при зварюванні 2 труб простіше робити шов прямим, ніж діагональним, так як це зручніше і менш витратно за часом.

Види швів та з'єднань
Існує кілька основних способів зварити труби між собою:
- з'єднання встик - це метод при якому дві деталі повинні бути один навпроти одного, наприклад, 2 кінця труби;
- тавровий стик або зварювання в тавр - це спосіб, яким найчастіше користуються при врізанні в трубу. Він має на увазі під собою з'єднання 2 труб перпендикулярно один до одного (у формі літери «Т»);
- кріплення внахлест застосовується для більш герметичного складання 2 труб, а також при невеликих розбіжностях у діаметрі або за наявності нерівностей. Для такого зварювання одну з труб розвальцьовують (збільшують край за допомогою спеціального інструменту, розтягуючи її поверхню зсередини) і надягають край на інший кінець поверхні;
- кутове зварювання - це процес з'єднання 2 деталей під різними кутами. Найчастіше це 45 °, 60 ° або 90 °.

Також шви відрізняються між собою за місцем знаходження та кутом зварювання. Наприклад, горизонтальне з'єднання використовуватиметься для труб, які знаходяться вертикально щодо підлоги, а вертикальні шви – це ті, що робляться в місці, де труби лежать горизонтально.
Так як варити труби електрозварюванням іноді доводиться під стелею або на підлозі, то такі види швів відрізняються між собою. Для стельового зварювання електрод потрібно помістити в нижню частину деталі, яка знаходиться над головою працівника, а підлогові – це ті види з'єднання для яких потрібно нахилятися вниз.
Корисне відео
Особливості процесу зварювання та невелика інструкція
Першим кроком при з'єднанні двох труб є фіксація. Вони повинні кріпитися так, щоб при зварюванні не розходитися в різні боки або не продавлювати електродом.
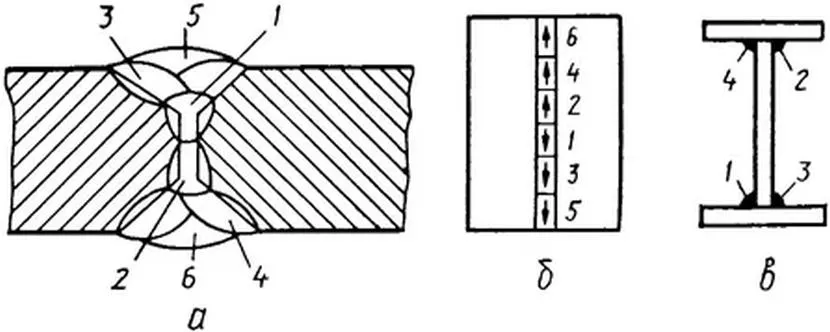
Зварювальний шов потрібно робити цілісним та безперервним. Для цього під час роботи не можна відривати електрод від поверхні матеріалу. Але для труб з великим діаметром таке правило не застосовується, тому для з'єднання таких виробів застосовується багатошарове зварювання, при якому кількість шарів має бути розрахованим, виходячи з товщини стінок.
Найчастіше для труб з товщиною 6 мм використовується 2 шари, для виробів зі стінками від 6 до 12 робляться 3 шари, а для більшої товщини наварюються від 4 і більше шарів. Кожен наступний шов потрібно робити лише після того, як буде перевірено попередній. Слід дочекатися повного охолодження з'єднання, а потім перевірити його на наявність дефектів.
Якщо товщина стінок труби більше 4 мм, можна зробити корінний шов. Його особливість у тому, що при зварюванні область між поверхнями повністю заповнюється, не залишаючи великого навару зверху шва. Аналогом вважається валкове з'єднання, у якому над поверхнею труби залишається 3 мм валик.
Так як заварити трубу з водою електрозварюванням практично неможливо, слід спочатку перекрити воду і злити її з системи. Після цього можна розпочинати процес з'єднання. Після завершення робіт рекомендується здійснити тестовий запуск для перевірки на герметичність шва.
Корисне відео
Корисні поради та можливі помилки
Щоб зробити все правильно відразу і не переробляти через час погану роботу, потрібно дотримуватися деяких порад:
- У важкодоступних місцях краще використовувати зігнутий електрод та контролювати процес за допомогою дзеркальця.
- Якщо потрібно змінити електрод, то шов необхідно продовжити з накриттям в 1-2 див.
- Метал струмом краще прогрівається за допомогою прямої полярності, а чи не зворотної.
Найчастіше дефекти виникають тому, що недосвідчені майстри неуважні під час роботи. У випадку зварювання навіть невелике відхилення шва призведе до того, що він не буде герметичний і міцний. Якщо змінити довжину дуги, то у швах утворюються порожнечі та не проварені місця. Також дефекти можуть виникнути через обладнання або погану якість труб.

Також під час зварювання необхідно пам'ятати про техніку безпеки:
- перевірити жили та деталі апарату, вони мають бути ізольовані;
- корпус обладнання має бути заземлений;
- весь одяг, рукавиці та маска повинні бути сухими;
- перед початком роботи необхідно взути гумове взуття або постелити під ноги килимок із цього матеріалу, це забезпечить додаткову ізоляцію;
- обов'язково потрібно надягати захисний щиток, щоб убезпечити очі та обличчя.
Якщо ігнорувати правила техніки безпеки, можна отримати опіки або удар струмом.
Після того, як зварювальні роботи закінчені необхідно проконтролювати якість шва, оскільки зварювання водопровідних труб потребує ретельного аналізу. Зовнішньо можна визначити, чи є на швах пропали, пори, нориці чи інші дефекти.
Для перевірки швів на тріщини потрібно використовувати компресор. На кінці встановлюються заглушки, а шви обмазуються мильною піною. Після цього трубу під тиском необхідно закачати повітря. На місцях, де з'єднання недостатньо міцне з'являтимуться мильні бульбашки.

Висновок
Найважливіша частина у підготовці до зварювання – вибір відповідного електрода. Для кожного виду зварювання вони різні.
Для магістралей краще брати з целюлозною оболонкою, для акуратних швів бажано брати рутилові та рутилово-целюлозні.
Основна група вважається універсальною, але найчастіше її беруть для використання за мінусової температури.
Перед зварюванням потрібно зачистити поверхню до блиску, зробити фаску, знежирити та перевірити труби на наявність дефектів.
Для важкодоступних місць краще використовувати зігнутий електрод та контролювати процес за допомогою дзеркала. При зміні електрода шов потрібно робити внахлест на 1-2 див.
Щоб перевірити міцність шва, потрібно приєднати трубу до компресора, з обох боків встановити заглушки і місця зварювання змастити мильним розчином. Якщо є тріщини, то з них з'являтимуться бульбашки.





